一种Y型加药件的自动组装装置的制作方法
本申请涉及一种输液器生产设备,更具体地说,是涉及一种y型加药件的自动组装装置。
背景技术:
1、输液器是一种主要用于静脉输液的医疗耗材,y型加药件则是输液器的关键部件之一,通常包括连接管、加药管,加药管侧向设置在连接管一侧。输液时,y型加药器的连接管两端部分别与输液器的导管连通,用于输液;需要加药时,由加药管向内注射药剂即可。
2、因而,输液器生产过程中,需要将y型加药件与输液导管插接组装到一起。现有的组装装置,通常是将y型加药件放倒上料,即连接管在下,加药管在上;而后由机械手抓取,与输液导管插接组装。过程中,连接管一直处于大致水平的状态,这样设置虽然组装时不需要调整y型加药件的管口朝向。但是,由于连接管的两端并不一致,存在一大一小的情况,上料时前后加药件容易在料道内相互挤压,甚至会造成料道卡住的情况出现。此时,就需要人工干预解决。并且,在组装之前难以对加药件进行正位,也就不能确保加药件与输液导管插接组装到位。
技术实现思路
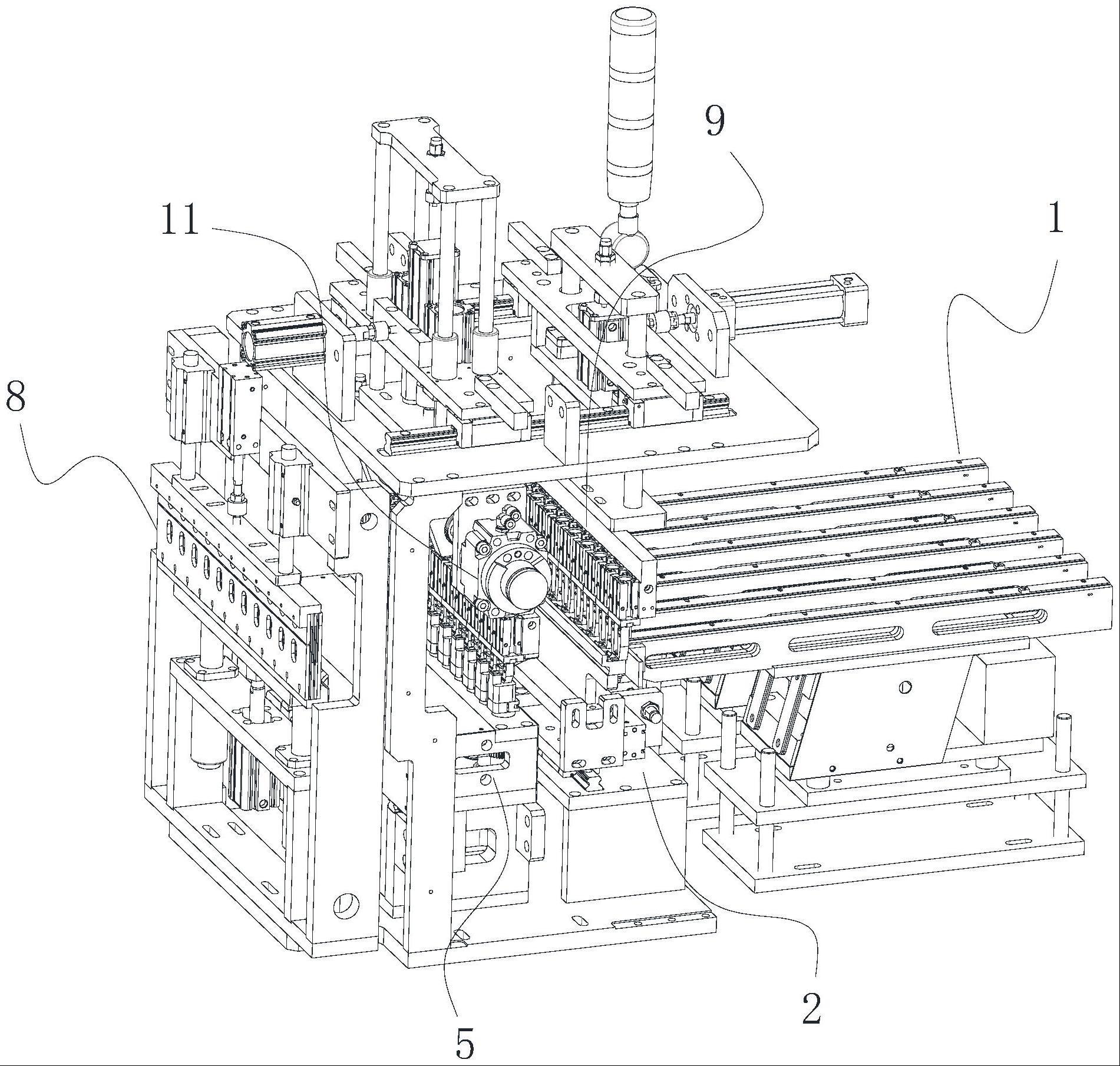
1、为解决上述技术问题,本申请采用的技术方案是:提供一种y型加药件的自动组装装置,包括振动上料机构、导管夹持机构;还包括设于振动上料机构、导管夹持机构之间的:
2、错位接料机构,包括与振动上料机构的出料口对应的错位料道组件、驱动错位料道组件横移的错位驱动机构;
3、正位旋转机构,包括若干正位胎具、驱动正位胎具水平旋转180°的旋转驱动机构;
4、取料移位机构,位于错位接料机构上方,用于将错位接料机构上的y型加药件移送至正位旋转机构;及
5、翻转组装机构,位于正位旋转机构上方,用于将正位旋转机构上的y型加药件翻转90°后与导管夹持机构夹持的导管插接。
6、优选地,错位料道组件包括横设于若干直线料道出料口的错位横板,错位横板一端面设有若干与直线料道对应的错位料道槽,错位料道槽与y型加药件的加药管侧形状相配合。
7、优选地,振动上料机构包括并列设置的若干直线料道、设于其底部的振动器,每个直线料道的外部同侧均设有错位挡料块。
8、优选地,每个直线料道上方沿长度方向设有能遮盖部分料道的料道压板。
9、优选地,取料移位机构包括若干取料夹爪、取料升降驱动机构和取料横移驱动机构,若干取料夹爪上方与取料升降驱动机构连接,取料升降驱动机构与取料横移驱动机构连接。
10、优选地,旋转驱动机构包括齿轮齿条传动机构和齿条驱动机构,正位胎具下方通过齿轮齿条传动机构与齿条驱动机构连接。
11、优选地,每个正位胎具下方均通过旋转轴与支撑箱可转动连接,每个旋转轴外均套有齿轮;支撑箱内设有齿条、驱动齿条平移的齿条驱动机构,齿轮均与齿条相啮合。
12、优选地,翻转组装机构包括若干组装夹爪、组装旋转驱动机构、组装升降驱动机构和组装横移驱动机构,若干组装夹爪上方与组装旋转驱动机构连接,组装旋转驱动机构上方与组装升降驱动机构连接,组装升降驱动机构与组装横移驱动机构连接。
13、优选地,每个组装夹爪均包括第一组装爪、第二组装爪和压料板,第一组装爪、第二组装爪相对设置,压料板位于第一组装爪、第二组装爪之间靠上的位置。
14、优选地,导管夹持机构包括用于夹持导管配合设置的上板、下板,上板上方连接有上板升降驱动机构,下板下方连接有下板顶升驱动机构。
15、本实用新型的有益效果,设计巧妙,在振动上料机构和导管夹持机构之间设置错位接料机构、正位旋转机构,并在错位结构料结构上方设置取料移位机构,在正位旋转机构上方设置翻转组装机构。从而使y型加药件保持竖直、加药管朝前(出料口方向)的状态上料后,进入错位接料机构的错位料道槽正位后,由取料移位机构抓取转移至正位旋转机构的正位胎具正位,经正位胎具旋转180°后,y型加药件变为加药管朝后的状态,即朝向直线料道方向;再由翻转组装机构抓取并向导管夹持机构方向转动90°。最后,翻转组装机构前移与导管夹持机构配合,完成y型加药件和导管的插接组装。此时,y型加药件的加药管朝下,可直接进行正位后,进入下一组装工序,确保组装到位。
技术特征:
1.一种y型加药件的自动组装装置,包括振动上料机构、导管夹持机构;其特征在于,还包括设于所述振动上料机构、导管夹持机构之间的:
2.如权利要求1所述的y型加药件的自动组装装置,其特征在于:错位料道组件包括横设于若干直线料道出料口的错位横板,所述错位横板一端面设有若干与所述直线料道对应的错位料道槽,所述错位料道槽与y型加药件的加药管侧形状相配合。
3.如权利要求1或2所述的y型加药件的自动组装装置,其特征在于:所述振动上料机构包括并列设置的若干直线料道、设于其底部的振动器,每个所述直线料道的外部同侧均设有错位挡料块。
4.如权利要求3所述的y型加药件的自动组装装置,其特征在于:每个所述直线料道上方沿长度方向设有能遮盖部分料道的料道压板。
5.如权利要求1所述的y型加药件的自动组装装置,其特征在于:所述取料移位机构包括若干取料夹爪、取料升降驱动机构和取料横移驱动机构,所述若干取料夹爪上方与所述取料升降驱动机构连接,所述取料升降驱动机构与所述取料横移驱动机构连接。
6.如权利要求1所述的y型加药件的自动组装装置,其特征在于:所述旋转驱动机构包括齿轮齿条传动机构和齿条驱动机构,所述正位胎具下方通过所述齿轮齿条传动机构与所述齿条驱动机构连接。
7.如权利要求6所述的y型加药件的自动组装装置,其特征在于:每个所述正位胎具下方均通过旋转轴与支撑箱可转动连接,每个所述旋转轴外均套有齿轮;所述支撑箱内设有齿条、驱动所述齿条平移的齿条驱动机构,所述齿轮均与所述齿条相啮合。
8.如权利要求1所述的y型加药件的自动组装装置,其特征在于:所述翻转组装机构包括若干组装夹爪、组装旋转驱动机构、组装升降驱动机构和组装横移驱动机构,所述若干组装夹爪上方与所述组装旋转驱动机构连接,所述组装旋转驱动机构上方与所述组装升降驱动机构连接,所述组装升降驱动机构与组装横移驱动机构连接。
9.如权利要求8所述的y型加药件的自动组装装置,其特征在于:每个所述组装夹爪均包括第一组装爪、第二组装爪和压料板,所述第一组装爪、第二组装爪相对设置,所述压料板位于所述第一组装爪、第二组装爪之间靠上的位置。
10.如权利要求1所述的y型加药件的自动组装装置,其特征在于:所述导管夹持机构包括用于夹持导管配合设置的上板、下板,所述上板上方连接有上板升降驱动机构,所述下板下方连接有下板顶升驱动机构。
技术总结
本申请提供了一种Y型加药件的自动组装装置,其解决了现有的Y型加药件的自动组装装置难以确保Y型加药件与输液导管插接到位的技术问题;包括振动上料机构、导管夹持机构;还包括:错位接料机构,包括与振动上料机构的出料口对应的错位料道组件、驱动错位料道组件横移的错位驱动机构;正位旋转机构,包括若干正位胎具、驱动正位胎具水平旋转180°的旋转驱动机构;取料移位机构,位于错位接料机构上方,用于将错位接料机构上的Y型加药件移送至正位旋转机构;及翻转组装机构,位于正位旋转机构上方,用于将正位旋转机构上的Y型加药件翻转90°后与导管夹持机构夹持的导管插接。本申请广泛应用于输液器生产技术领域。
技术研发人员:于朝气,李艳伟
受保护的技术使用者:威海凯博医疗器械有限公司
技术研发日:20221212
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!