一种凸轮轴立式加工定位装置的制作方法
本技术涉及凸轮轴加工,具体而言,涉及一种凸轮轴立式加工定位装置。
背景技术:
1、凸轮轴是活塞发动机里的一个部件,它的作用是控制气门的开启和闭合动作。凸轮轴的制造方法有多种多样,有钢管内涨法、内部液压法、热套法、粉末冶金法、滚花连接法和压装法等。无论哪种方法制造出来的凸轮轴,都需要经过精加工来实现每个凸轮轴的设计要求,比如在凸轮轴的端面加工中心孔螺纹及键槽。在加工中心孔螺纹及键槽时,通常是将凸轮轴通过工装夹具安装在机床上进行加工。
2、现有技术中,较多的是采用卧式加工中心对凸轮轴的端面中心孔进行加工,并且在加工凸轮轴端面键槽时需定位角度来加工,现有的角度定位机构基本是硬限位,即在进行角度定位时对于凸轮轴径向无法微调,容易出现少量干涉而导致凸轮跳动超差。
技术实现思路
1、本实用新型解决的问题是:克服现有技术中的至少一个缺陷,提供一种凸轮轴立式加工定位装置,方便凸轮夹持定位,并且能够对其进行浮动式的角向定位,保证加工精度。
2、为解决上述问题,本实用新型提供一种凸轮轴立式加工定位装置,它包括安装板,所述安装板的上下两端分别设置有用于对凸轮轴的上端进行夹紧限位的第一夹紧机构以及用于对凸轮轴的下端进行夹紧限位的第二夹紧机构;还包括定位基板以及压紧组件,所述定位基板上设置有定位块,所述定位块远离所述凸轮轴的一端滑动配装在所述定位基板上,且所述定位块与所述定位基板之间设有弹性件,以使得所述定位块始终具有朝着凸轮轴运动的趋势;当所述凸轮轴的上下两端分别夹紧定位在第一夹紧机构、第二夹紧机构上且周向调整所述凸轮轴至其外壁上预设的定位凸台与所述定位块相抵靠时,所述压紧组件用于压紧限位在所述轴体与所述定位块相对一侧的外壁上。
3、本实用新型与现有技术相比,有益之处在于:
4、本实用新型的凸轮轴立式加工定位装置是一种专门应用于立式加工中心的定位工装,其结构中通过相应的第一夹紧机构、第二夹紧机构实现凸轮轴竖向上下两端的夹持定位,并且还包括角向定位预压机构,即定位基板以及压紧组件,通过凸轮轴上预设的定位凸台与定位块相抵靠,以及压紧组件的配合实现凸轮的定角度限位,即避免凸轮轴在加工过程中发生转动而影响键槽加工精度;同时通过活动的定位块的设置,避免凸轮轴因刚性压紧与夹紧机构存在干涉,导致产品加工跳动超差而不符合精度要求,本实用新型中采用的是浮动式的压紧限位,可以避免上述干涉,提高产品加工质量与精度;另外目前此种装置更适用于立式加工中心安装使用,适用于凸轮样件及小批量加工的适用,提高凸轮加工的经济性。
5、作为改进的,所述定位基板靠近所述安装板一侧设有沉头通孔,所述定位块为t型块,且所述t型块的竖直段穿出于所述沉头通孔的小孔部分;所述定位基板靠近所述沉头通孔大孔一侧设置盖板,所述弹性件设置在所述盖板与所述定位块之间,以使得所述t型块的水平段两端与所述沉头通孔的大孔部分底部相抵靠。上述改进结构中,沉头通孔以及t型结构的定位块设置使得定位块在定位基板上的弹性浮动更加的稳定,并且两部件不易脱离,即通过t型结构定位块的两个水平段实现滑动方向上的限位,结构简单,加工、拆装方便。
6、再改进的,所述弹性件为弹簧,所述盖板近所述定位块的端面上设有弹簧孔,所述弹簧的一端定位在所述弹簧孔内,另一端与所述定位块相抵靠。上述结构中,优选弹簧作为弹性件,结构简单,安装方便,弹性补偿力平稳、可靠。
7、再改进的,所述安装板上还设置有用于对所述凸轮轴进行轴向限位的第三夹紧机构;所述第三夹紧机构为夹爪驱动缸,所述夹爪驱动缸的两个夹体上均连接有限位板,用于夹紧限位在任意一个凸轮片厚度方向的两侧。上述改进结构中,限位板结构设置使得凸轮轴的夹持限位更加的稳定,即在机加工过程中凸轮轴不易发生轴向滑移,保证加工精度。
8、再改进的,所述第一夹紧机构、第二夹紧机构为两个在竖直方向位于同一直线上的夹爪驱动缸,各所述夹爪驱动缸的两个夹体相对一侧的内壁上均连接有夹板,并且两个所述夹板近所述凸轮轴的一侧均设置有内凹的弧形槽或v型槽,且所述弧形槽或v型槽内壁上设置有防滑齿。上述改进结构中,通过夹爪驱动缸实现凸轮轴的上下两端夹持限位,结构简单,夹持稳定、方便;并且弧形槽或v型槽内的防滑齿设置进一步提升对于凸轮轴的夹持稳定性。
9、再改进的,所述压紧组件包括旋转升降缸,所述旋转升降缸的驱动杆上连接有与所述凸轮轴相平行的压板,所述压板上连接有用于压紧限位在所述凸轮轴的轴体部分外壁上的压杆。上述改进结构中,压紧组件采用旋转升降缸驱使压杆升降,实现对于凸轮轴压紧限位,结构简单,操作方便。
10、再改进的,所述安装板上位于所述第一夹紧机构与第二夹紧机构之间还设有预定位板,所述预定位板近所述凸轮轴的一端设有用于滑动卡合在相邻两个凸轮片之间轴体外部的限位槽。上述改进结构中,预定位板的设置方便凸轮轴的初始夹持,避免凸轮轴未定位稳定时发生滑落,避免发生安全事故。
11、再改进的,所述安装板上还设置有防错板,所述防错板上开设有防错开口。上述改进结构中,防错板设置能够识别设定需要加工的凸轮轴,避免凸轮轴装错,造成端部中心孔加工出错的问题。
技术特征:
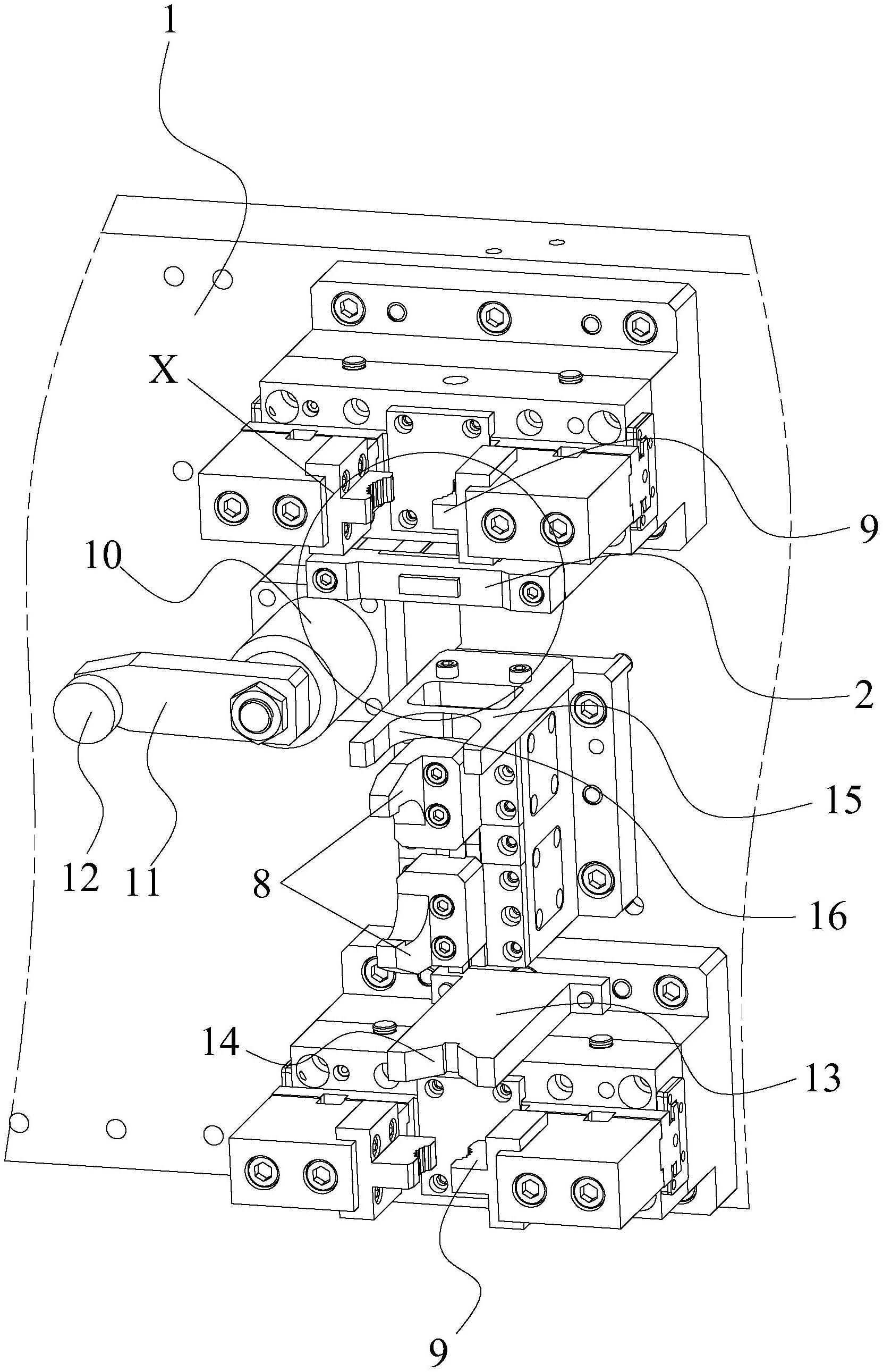
1.一种凸轮轴立式加工定位装置,其特征在于:它包括安装板(1),所述安装板(1)的上下两端分别设置有用于对凸轮轴(19)的上端进行夹紧限位的第一夹紧机构以及用于对凸轮轴(19)的下端进行夹紧限位的第二夹紧机构;
2.根据权利要求1所述的凸轮轴立式加工定位装置,其特征在于:所述定位基板(2)靠近所述安装板(1)一侧设有沉头通孔(5),所述定位块(3)为t型块,且所述t型块的竖直段穿出于所述沉头通孔(5)的小孔部分;所述定位基板(2)靠近所述沉头通孔(5)大孔一侧设置盖板(6),所述弹性件(4)设置在所述盖板(6)与所述定位块(3)之间,以使得所述t型块的水平段两端与所述沉头通孔(5)的大孔部分底部相抵靠。
3.根据权利要求2所述的凸轮轴立式加工定位装置,其特征在于:所述弹性件(4)为弹簧,所述盖板(6)近所述定位块(3)的端面上设有弹簧孔(7),所述弹簧的一端定位在所述弹簧孔(7)内,另一端与所述定位块(3)相抵靠。
4.根据权利要求1至3任意一项所述的凸轮轴立式加工定位装置,其特征在于:所述安装板(1)上还设置有用于对所述凸轮轴(19)进行轴向限位的第三夹紧机构;所述第三夹紧机构为夹爪驱动缸,所述夹爪驱动缸的两个夹体上均连接有限位板(8),用于夹紧限位在任意一个凸轮片(19.2)厚度方向的两侧。
5.根据权利要求4所述的凸轮轴立式加工定位装置,其特征在于:所述第一夹紧机构、第二夹紧机构为两个在竖直方向位于同一直线上的夹爪驱动缸,各所述夹爪驱动缸的两个夹体相对一侧的内壁上均连接有夹板(9),并且两个所述夹板(9)近所述凸轮轴(19)的一侧均设置有内凹的弧形槽或v型槽,且所述弧形槽或v型槽内壁上设置有防滑齿。
6.根据权利要求4所述的凸轮轴立式加工定位装置,其特征在于:所述压紧组件包括旋转升降缸(10),所述旋转升降缸(10)的驱动杆上连接有与所述凸轮轴(19)相平行的压板(11),所述压板(11)上连接有用于压紧限位在所述凸轮轴(19)的轴体(19.1)部分外壁上的压杆(12)。
7.根据权利要求1所述的凸轮轴立式加工定位装置,其特征在于:所述安装板(1)上位于所述第一夹紧机构与第二夹紧机构之间还设有预定位板(13),所述预定位板(13)近所述凸轮轴的一端设有用于滑动卡合在相邻两个凸轮片之间轴体(19.1)外部的限位槽(14)。
8.根据权利要求1或7所述的凸轮轴立式加工定位装置,其特征在于:所述安装板(1)上还设置有防错板(15),所述防错板(15)上开设有防错开口(16)。
技术总结
本技术提供了一种凸轮轴立式加工定位装置,它包括安装板,安装板的上下两端分别设置有第一夹紧机构、第二夹紧机构;还包括定位基板以及压紧组件,定位基板上设置有定位块,定位块远离凸轮轴的一端滑动配装在定位基板上,且定位块与定位基板之间设有弹性件,以使得定位块始终具有朝着凸轮轴运动的趋势;当凸轮轴的上下两端分别夹紧定位在第一夹紧机构、第二夹紧机构上且调整至凸轮轴外壁上的定位凸台与定位块相抵靠时,压紧组件用于压紧限位在轴体与定位块相对一侧的外壁上。本技术公开的一种凸轮轴立式加工定位装置,方便凸轮夹持定位,并且能够对其进行浮动式的角向定位,保证加工精度。
技术研发人员:徐宁,罗力成,朱瑞
受保护的技术使用者:宁波圣龙智造凸轮轴有限公司
技术研发日:20221212
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!