一种带料焊接装置的制作方法
本技术涉及焊接装置,尤其是指一种带料焊接装置。
背景技术:
1、光缆护套的生产工艺中会用到不同规格的钢铝带进行铠装,但由于光纤的长度一般都比较长,在生产的过程中需要对钢铝带进行接续;
2、现有的对钢铝带进行接续的方法是通过人工焊接接续:人工使用剪刀分别对两根钢铝带进行斜切,去除钢铝带表面的塑膜之后,将两根钢铝带的切口对接在一起并使用点焊机进行焊接;但是,人工接续对操作人员的操作熟练度要求较高,可能会出现接续不良的问题,无法保证光缆的最终质量,且人工接续无法满足稳定且高效的连续接续工作,影响光缆生产的稳定进行。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中对钢铝带进行接续的方法是通过人工焊接接续:人工使用剪刀分别对两根钢铝带进行斜切,去除钢铝带表面的塑膜之后,将两根钢铝带的切口对接在一起并使用点焊机进行焊接;但是,人工接续对操作人员的熟练度要求较高,可能会出现接续不良的问题,无法保证光缆的最终质量,且人工接续无法满足稳定且高效的连续接续工作,影响光缆生产的稳定进行的问题。
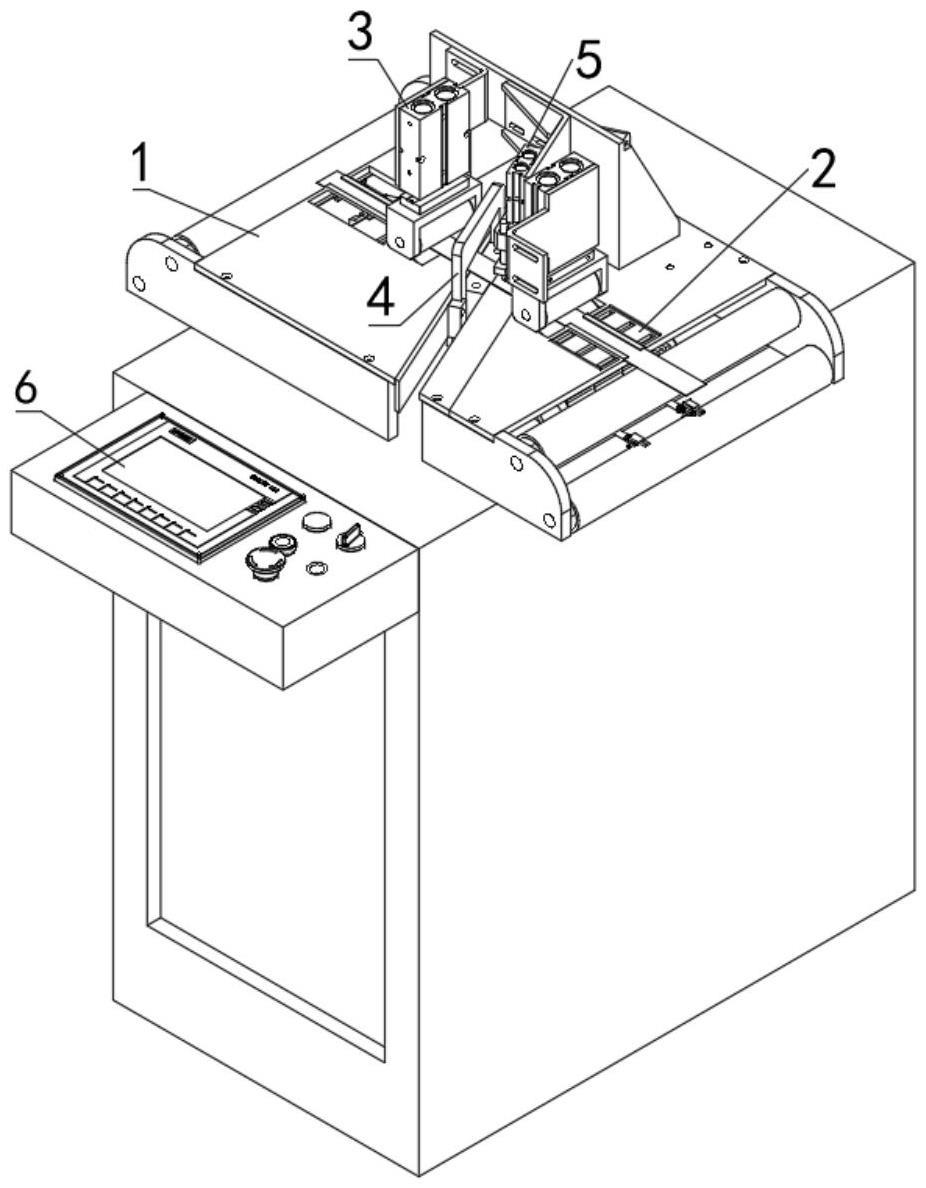
2、为解决上述技术问题,本实用新型提供了一种带料焊接装置,包括,
3、基板;
4、限位导向单元,所述限位导向单元设置有两组,两所述限位导向单元同轴设置于所述基板的两端;
5、送带单元,所述送带单元设置有两组,两所述送带单元与所述基板连接,且两所述送带单元对称设置于两所述限位导向单元之间,所述送带单元包括主动辊和从动辊,所述主动辊转动设置于所述基板上,所述主动辊连接有第一驱动源,所述从动辊连接有第二驱动源,所述第二驱动源带动所述从动辊将带料紧压在所述主动辊上;
6、剪切单元,所述剪切单元包括定刀、动刀和第三驱动源,所述定刀安装于所述基板上并位于两所述送带单元之间,所述动刀连接所述第三驱动源的输出端,所述第三驱动源带动所述动刀在竖直方向上作靠近或远离定刀的运动形成剪切动作;
7、焊接单元,所述焊接单元设置于任一所述送带单元与所述剪切单元之间,所述焊接单元包括第四驱动源和焊接头,所述第四驱动源设置于所述基板上,所述第四驱动源连接所述焊接头并带动所述焊接头在竖直方向上运动。
8、在本实用新型的一个实施例中,所述基板包括第一基板和第二基板,所述第一基板和所述第二基板水平间隔设置,所述第一基板和所述第二基板处于同一水平面内,且所述第一基板和所述第二基板相对的一面为相互平行的斜面。
9、在本实用新型的一个实施例中,所述定刀的一面与所述第二基板朝向第一基板的一面贴合连接,所述定刀的另一面上对称设置有两个限位块,所述动刀平行于定刀滑动设置于两所述限位块之间,所述第三驱动源带动所述动刀在竖直方向上运动,且所述动刀上开设有供所述带料穿过的通孔。
10、在本实用新型的一个实施例中,两所述限位导向单元分别设置于所述第一基板和所述第二基板上,两所述送带单元分别设置于所述第一基板和所述第二基板上,所述焊接单元设置于所述第一基板/第二基板上。
11、在本实用新型的一个实施例中,所述限位导向单元包括基座,所述基座上对称设置多个相互平行的通槽,所述通槽中均转动设置有在其长度方向上延伸的丝杠,所述丝杠包括相互对称的第一区段和第二区段,所述第一区段和所述第二区段上分别设置有旋向相反的螺纹,且所述第一区段和第二区段上分别螺纹连接有第一滑块和第二滑块,所述第一滑块和所述第二滑块分别连接有沿基板的长度方向延伸的第一限位条和第二限位条。
12、在本实用新型的一个实施例中,所述第一滑块和所述第二滑块与所述通槽的尺寸相匹配。
13、在本实用新型的一个实施例中,还包括控制单元,所述控制单元包括plc控制器、传感器和触控屏,所述传感器包括第一传感器、第二传感器、第三传感器和第四传感器,所述plc控制器分别连接所述第一传感器、第二传感器、第三传感器、第四传感器和触控屏,其中,所述第一传感器和所述第二传感器分别设置于两所述送带单元相互靠近的一侧,所述第三传感器和所述第四传感器分别设置于所述剪切单元与两送带单元之间。
14、在本实用新型的一个实施例中,所述基板的两端对称设置有两组滚筒。
15、在本实用新型的一个实施例中,所述第四驱动源竖直连接在所述基板上,所述第四驱动源的输出端连接有缓冲组件,所述焊接头连接在所述缓冲组件上。
16、在本实用新型的一个实施例中,还包括除膜单元,所述除膜单元是砂带机。
17、本实用新型的上述技术方案相比现有技术具有以下优点:
18、本实用新型所述的一种带料焊接装置,包括限位导向单元、送带单元、剪切单元、焊接单元和控制单元,通过在基板的两端同轴设置限位导向单元对带料进行限位和导向,保证待焊接的两带料对接时的精确度,从而保证焊接后带料的尺寸精度;且通过送带单元、剪切单元、焊接组件和控制单元的相互配合,实现带料输送、剪切、对接和焊接的自动化控制,进一步保证焊接后带料尺寸精度,也保证了焊接的一致性,并且降低了整个工作难度的同时也提高了带料剪切和焊接过程的效率、安全性及通用性,适于实用。
技术特征:
1.一种带料焊接装置,其特征在于:包括,
2.根据权利要求1所述的带料焊接装置,其特征在于:所述基板包括第一基板和第二基板,所述第一基板和所述第二基板水平间隔设置,所述第一基板和所述第二基板处于同一水平面内,且所述第一基板和所述第二基板相对的一面为相互平行的斜面。
3.根据权利要求2所述的带料焊接装置,其特征在于:所述定刀的一面与所述第二基板朝向第一基板的一面贴合连接,所述定刀的另一面上对称设置有两个限位块,所述动刀平行于定刀滑动设置于两所述限位块之间,所述第三驱动源带动所述动刀在竖直方向上运动,且所述动刀上开设有供所述带料穿过的通孔。
4.根据权利要求2所述的带料焊接装置,其特征在于:两所述限位导向单元分别设置于所述第一基板和所述第二基板上,两所述送带单元分别设置于所述第一基板和所述第二基板上,所述焊接单元设置于所述第一基板/第二基板上。
5.根据权利要求1所述的带料焊接装置,其特征在于:所述限位导向单元包括基座,所述基座上对称设置多个相互平行的通槽,所述通槽中均转动设置有在其长度方向上延伸的丝杠,所述丝杠包括相互对称的第一区段和第二区段,所述第一区段和所述第二区段上分别设置有旋向相反的螺纹,且所述第一区段和第二区段上分别螺纹连接有第一滑块和第二滑块,所述第一滑块和所述第二滑块分别连接有沿基板的长度方向延伸的第一限位条和第二限位条。
6.根据权利要求5所述的带料焊接装置,其特征在于:所述第一滑块和所述第二滑块与所述通槽的尺寸相匹配。
7.根据权利要求1所述的带料焊接装置,其特征在于:还包括控制单元,所述控制单元包括plc控制器、传感器和触控屏,所述传感器包括第一传感器、第二传感器、第三传感器和第四传感器,所述plc控制器分别连接所述第一传感器、第二传感器、第三传感器、第四传感器和触控屏,其中,所述第一传感器和所述第二传感器分别设置于两所述送带单元相互靠近的一侧,所述第三传感器和所述第四传感器分别设置于所述剪切单元与两送带单元之间。
8.根据权利要求1所述的带料焊接装置,其特征在于:所述基板的两端对称设置有两组滚筒。
9.根据权利要求1所述的带料焊接装置,其特征在于:所述第四驱动源竖直连接在所述基板上,所述第四驱动源的输出端连接有缓冲组件,所述焊接头连接在所述缓冲组件上。
10.根据权利要求1所述的带料焊接装置,其特征在于:还包括除膜单元,所述除膜单元是砂带机。
技术总结
本技术涉及一种带料焊接装置,包括基板、限位导向单元、送带单元、剪切单元、焊接单元和控制单元,其中,通过在基板的两端同轴设置限位导向单元对两带料分别进行限位和导向,保证待焊接的两带料对接时的精确度,从而保证焊接后带料的尺寸精度;且通过送带单元、剪切单元、焊接组件和控制单元的相互配合,实现带料输送、剪切、对接和焊接的自动化控制,进一步保证焊接后带料尺寸精度的同时,保证了焊接的一致性,并且降低了整个工作难度的同时也提高了带料剪切和焊接过程的效率和安全性,适于实用。
技术研发人员:秦国平,马春平,计忠华,王俊斐,高金平
受保护的技术使用者:江苏永鼎股份有限公司
技术研发日:20221205
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!