电池包制作工装的制作方法
本技术涉及电池,具体而言,涉及一种电池包制作工装。
背景技术:
1、现有电池包的装配过程中,电池的极柱需要与连接片焊接。若极柱设置在电池包的底部,需要先将电池粘接固定于箱体中,此时电池的极柱朝下。固定后再将电池和箱体翻转180度,放置于平台上,以使极柱朝上放置,再进行极柱和连接片的焊接。
2、该焊接工艺中,由于电池存在加工误差,导致电池高度存在差异,故翻转之后平台无法完全支撑电池,高度较小的电池由于重力作用有脱落的风险,从而影响电池极柱和连接片的焊接。
技术实现思路
1、本实用新型的目的在于提供一种电池包制作工装,其能够对所有电池起到良好的支撑作用,避免出现由于电池高度差异导致的支撑不稳定情况,有利于提高电池包的装配效率和装配质量。
2、本实用新型的实施例是这样实现的:
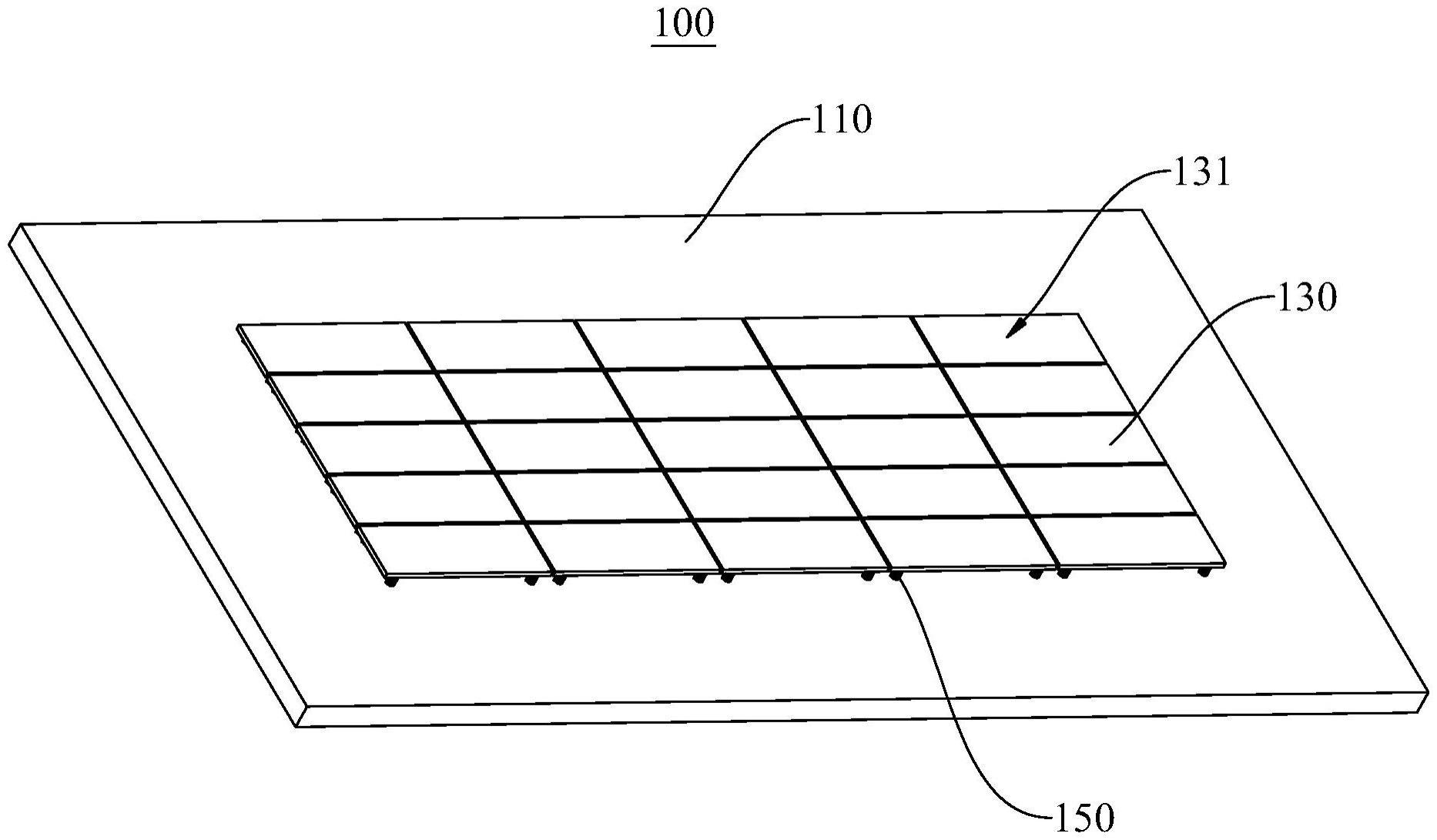
3、第一方面,本实用新型提供一种电池包制作工装,电池包包括箱体和设于所述箱体内的多个电池,所述电池设有极柱;所述工装包括:
4、基板;
5、支撑件;
6、弹性件,所述弹性件的一端与所述基板连接,另一端与所述支撑件连接,所述支撑件用于与所述电池远离所述极柱的一侧抵接。
7、在可选的实施方式中,所述弹性件设于所述支撑件的中心,或者,所述弹性件关于所述支撑件的中心对称分布。
8、在可选的实施方式中,所述支撑件的数量为多个,每个所述支撑件用于支撑一个或多个所述电池。
9、在可选的实施方式中,所述支撑件的截面呈矩形,每个所述支撑件与至少一个所述弹性件连接。
10、在可选的实施方式中,所述支撑件具有用于抵持所述电池的抵持面,所述抵持面为所述支撑件远离所述弹性件的一侧表面;多个所述支撑件的抵持面位于同一平面上。
11、在可选的实施方式中,每个所述支撑件的形状尺寸与所述电池的形状尺寸相适应,每个所述支撑件用于与一个所述电池对应设置。
12、在可选的实施方式中,所述弹性件分别与所述支撑件和所述基板焊接。
13、在可选的实施方式中,所述弹性件采用弹簧或弹片。
14、在可选的实施方式中,所述基板设置所述弹性件的一侧表面与所述支撑件远离所述基板的一侧表面之间的距离为l,l≥h1-h+a+b;
15、其中,h1表示箱体的整体高度;h表示电池不包括极柱的高度;a表示电池在高度方向上的加工误差;b表示基板在高度方向上的加工误差。
16、在可选的实施方式中,所述基板上设有定位件,所述定位件用于对所述箱体限位。
17、本实用新型实施例的有益效果包括:
18、该电池包制作工装由于在基板上设有弹性件和支撑件,在连接片和极柱的焊接工艺中,翻转箱体和电池后,即使电池存在高度差异,支撑件能够对所有电池弹性抵持,保证对所有电池起到稳定可靠的支撑,防止其掉落,有利于提高极柱和连接片的焊接质量和效率,进而提高电池包的装配效率和装配质量。
技术特征:
1.一种电池包制作工装,其特征在于,电池包包括箱体和设于所述箱体内的多个电池,所述电池设有极柱;所述工装包括:
2.根据权利要求1所述的电池包制作工装,其特征在于,所述弹性件设于所述支撑件的中心,或者,所述弹性件关于所述支撑件的中心对称分布。
3.根据权利要求1所述的电池包制作工装,其特征在于,所述支撑件的数量为多个,每个所述支撑件用于支撑一个或多个所述电池。
4.根据权利要求1所述的电池包制作工装,其特征在于,所述支撑件的截面呈矩形,每个所述支撑件与至少一个所述弹性件连接。
5.根据权利要求1所述的电池包制作工装,其特征在于,所述支撑件具有用于抵持所述电池的抵持面,所述抵持面为所述支撑件远离所述弹性件的一侧表面;多个所述支撑件的抵持面位于同一平面上。
6.根据权利要求1所述的电池包制作工装,其特征在于,每个所述支撑件的形状尺寸与所述电池的形状尺寸相适应,每个所述支撑件用于与一个所述电池对应设置。
7.根据权利要求1所述的电池包制作工装,其特征在于,所述弹性件分别与所述支撑件和所述基板焊接。
8.根据权利要求1所述的电池包制作工装,其特征在于,所述弹性件采用弹簧或弹片。
9.根据权利要求1所述的电池包制作工装,其特征在于,所述基板设置所述弹性件的一侧表面与所述支撑件远离所述基板的一侧表面之间的距离为l,l≥h1-h+a+b;
10.根据权利要求1至9中任一项所述的电池包制作工装,其特征在于,所述基板上设有定位件,所述定位件用于对所述箱体限位。
技术总结
本公开提供的一种电池包制作工装,涉及电池技术领域。该电池包制作工装包括基板、支撑件和弹性件,弹性件的一端与基板连接,另一端与支撑件连接,支撑件用于与电池远离极柱的一侧抵接。该工装可以对电池进行弹性抵持,以便于在对电池的极柱侧进行装配过程中,所有电池能得到良好的支撑,解决由于多个电池高度不一致造成的电池支撑不稳定的问题,有利于提高电池包的装配效率和装配质量。
技术研发人员:杜俊丰,邓依恒,桂昊,金佺良
受保护的技术使用者:江苏正力新能电池技术有限公司
技术研发日:20221215
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!