一种杯形配件的组装治具的制作方法
本技术涉及杯形机械配件,具体涉及一种杯形配件的组装治具。
背景技术:
1、扭力杯是多种机械的重要配件,在生产扭力杯时,常需要在扭力杯的内圈安装磁感应圈,通常在安装磁感应圈时,把磁感应圈压入扭力杯后,晃动扭力杯时,磁感应圈较容易松动脱落,影响产品的使用。
技术实现思路
1、本实用新型的目的是设计一种杯形配件的组装治具,以解决上述背景技术中提出的技术问题。
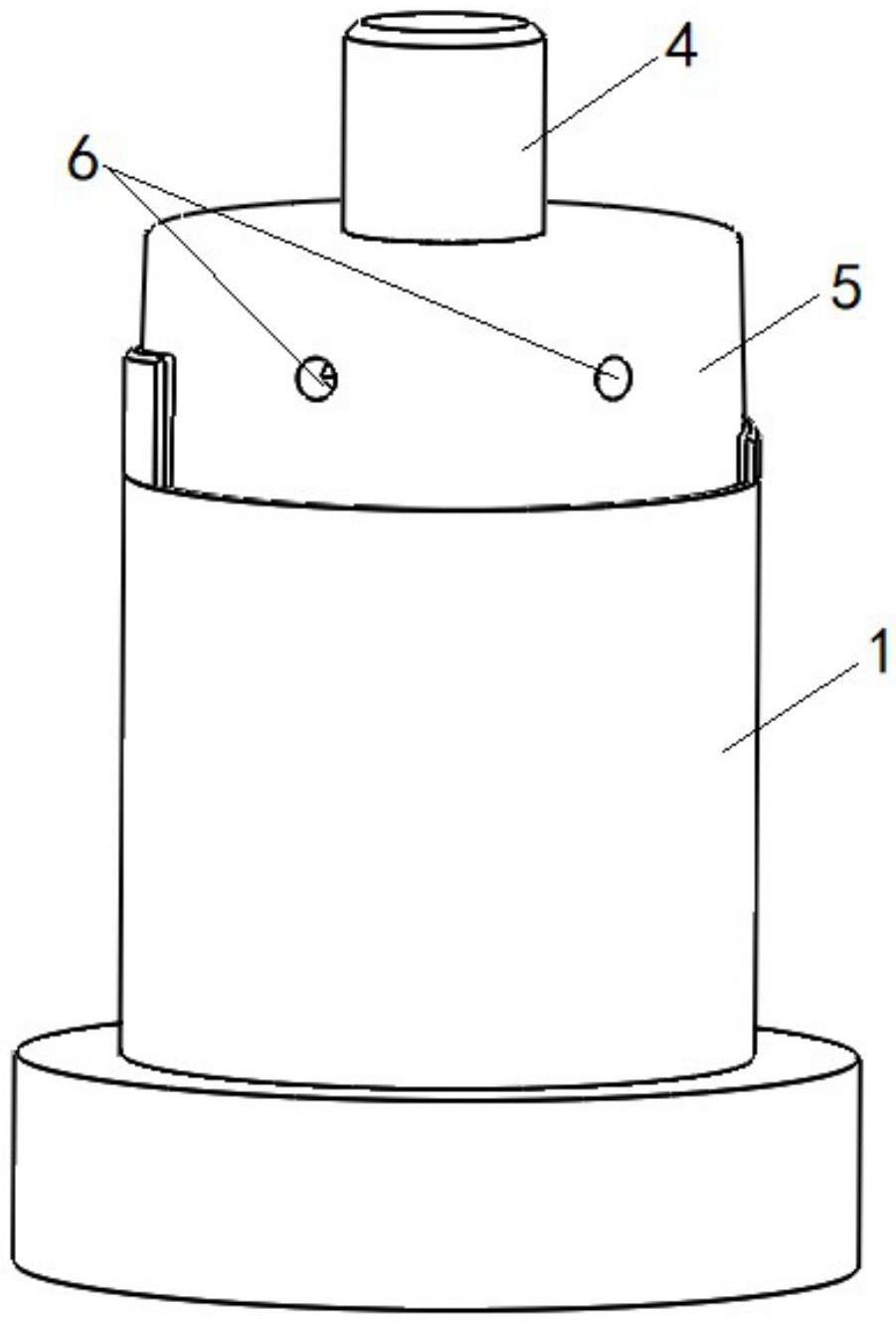
2、为实现上述目的,本实用新型提供如下技术方案:一种杯形配件的组装治具,包括压杯下模座、多个压杯顶针、压杯上模芯和压杯下模套,所述压杯下模座的顶部设有第一通孔,所述第一通孔内设有第一弹簧,所述压杯顶针贯穿所述第一弹簧安装在所述第一通孔内,且所述压杯顶针的尖部朝所述压杯下模座的外侧,所述压杯下模座的中部设有第二通孔,所述第二通孔的直径大于所述压杯上模芯的直径,所述压杯下模套为带顶盖的空腔柱体,所述压杯下模套套接在所述压杯下模座的顶部,所述压杯下模套上设有与所述第一通孔对应的第三通孔,所述第三通孔的直径小于所述第一通孔的大小,所述第三通孔与所述压杯顶针的顶部配合,所述压杯下模套的顶盖的中部设有第四通孔,所述第四通孔的直径和所述第二通孔的直径相同,所述压杯上模芯安装在所述第二通孔和所述第四通孔内。
3、进一步的,所述压杯下模座的顶部设有三个所述第一通孔,三个所述第一通孔分别位于不同的平面,且每个所述第一通孔内均设有所述第一弹簧和所述压杯顶针,所述压杯下模套上设有与所述第一通孔对应的三个所述第三通孔。
4、进一步的,所述压杯下模座的底部设有安装孔,所述安装孔与冲孔机的底座配合。
5、进一步的,所述压杯顶针的底部直径大于中部的直径。
6、进一步的,所述压杯上模芯从下到上分别由第一圆柱、锥柱、第二圆柱、倒锥柱和第三圆柱一体成型。
7、进一步的,所述第二通孔的底部可安装弹射装置。
8、进一步的,所述弹射装置包括第二弹簧和锥形柱体,所述锥形柱体固定安装在所述第二弹簧的端部,所述锥形柱体位于所述第二弹簧和所述压杯上模芯之间,且所述柱形柱体的尖部对准所述压杯上模芯的底部。
9、进一步的,所述压杯下模套的外侧壁上设有安装体,所述安装体与磁感应圈配合。
10、与现有技术相比,本实用新型的有益效果:本实用新型包括压杯下模座、压杯顶针、压杯上模芯和压杯下模套,压杯下模座的顶部设有第一通孔,第一通孔内设有第一弹簧,压杯顶针贯穿第一弹簧安装在第一通孔内,且压杯顶针的尖部朝压杯下模座的外侧,压杯顶针可以对磁感应圈套和扭力杯冲孔;压杯下模座的中部设有第二通孔,第二通孔的直径大于压杯上模芯的直径;压杯下模套为带顶盖的空腔柱体,压杯下模套套接在压杯下模座的顶部,压杯下模套上设有与第一通孔对应的第三通孔,第三通孔的直径小于第一通孔的大小,压杯下模套的顶盖的中部设有第四通孔,第四通孔的直径和第二通孔的直径相同,压杯上模芯安装在第二通孔和第四通孔内,压杯上模芯从下到上分别由第一圆柱、锥柱、第二圆柱、倒锥柱和第三圆柱一体成型,因此压杯上模芯可以使压杯顶针沿第一通孔作向外运动,从而使压杯顶针分别对磁感应圈和扭力杯冲孔,磁感应圈的孔变形凸起部分恰好卡在扭力杯的孔内,从而使磁感应圈固定在扭力杯的内圈,即使晃动扭力杯也不容易松动脱落。
技术特征:
1.一种杯形配件的组装治具,包括压杯下模座(1)、多个压杯顶针(2)、压杯上模芯(4)和压杯下模套(5),其特征在于:所述压杯下模座(1)的顶部设有第一通孔(6),所述第一通孔(6)内设有第一弹簧(3),所述压杯顶针(2)贯穿所述第一弹簧(3)安装在所述第一通孔(6)内,且所述压杯顶针(2)的尖部朝所述压杯下模座(1)的外侧,所述压杯下模座(1)的中部设有第二通孔,所述第二通孔的直径大于所述压杯上模芯(4)的直径,所述压杯上模芯(4)从下到上分别由第一圆柱、锥柱、第二圆柱、倒锥柱和第三圆柱一体成型,所述压杯下模套(5)为带顶盖的空腔柱体,所述压杯下模套(5)套接在所述压杯下模座(1)的顶部,所述压杯下模套(5)上设有与所述第一通孔(6)对应的第三通孔,所述第三通孔的直径小于所述第一通孔(6)的大小,所述第三通孔与所述压杯顶针(2)的顶部配合,所述压杯下模套(5)的顶盖的中部设有第四通孔,所述第四通孔的直径和所述第二通孔的直径相同,所述压杯上模芯(4)安装在所述第二通孔和所述第四通孔内。
2.根据权利要求1所述的杯形配件的组装治具,其特征在于:所述压杯下模座(1)的顶部设有三个所述第一通孔(6),三个所述第一通孔(6)分别位于不同的平面,且每个所述第一通孔(6)内均设有所述第一弹簧(3)和所述压杯顶针(2),所述压杯下模套(5)上设有与所述第一通孔(6)对应的三个所述第三通孔。
3.根据权利要求1所述的杯形配件的组装治具,其特征在于:所述压杯下模座(1)的底部设有安装孔,所述安装孔与冲孔机(8)的底座配合。
4.根据权利要求1所述的杯形配件的组装治具,其特征在于:所述压杯顶针(2)可由圆锥、小圆柱体和顶部为圆顶的大圆柱体一体成型。
5.根据权利要求1所述的杯形配件的组装治具,其特征在于:所述第二通孔的底部可安装弹射装置(9)。
6.根据权利要求5所述的杯形配件的组装治具,其特征在于:所述弹射装置(9)包括第二弹簧和锥形柱体,所述锥形柱体固定安装在所述第二弹簧的端部,所述锥形柱体位于所述第二弹簧和所述压杯上模芯(4)之间,且所述锥形柱体的尖部对准所述压杯上模芯(4)的底部。
7.根据权利要求1所述的杯形配件的组装治具,其特征在于:所述压杯下模套(5)的外侧壁上设有安装体,所述安装体与磁感应圈配合。
技术总结
本技术涉及一种杯形配件的组装治具,包括压杯下模座、压杯顶针、压杯上模芯和压杯下模套,在压杯下模座的顶部设有第一通孔,第一通孔内设有第一弹簧,压杯顶针贯穿第一弹簧安装在第一通孔内,压杯下模座的中部设有第二通孔,压杯上模芯从下到上分别由第一圆柱、锥柱、第二圆柱、倒锥柱和第三圆柱一体成型;磁感应圈装入扭力杯后,把扭力杯套进压杯下模套,使用冲孔机8把压杯上模芯向下压,使压杯上模芯沿第二通孔向下运动,同时压杯顶针受到压力向外运动,压杯顶针作用在磁感应圈上,从而使磁感圈孔变形,变形的孔凸起部分固定在扭力杯的内圈,从而使磁感应圈稳固在扭力杯上,解决了扭力杯的磁感应圈容易掉落的问题。
技术研发人员:谢汉安,姚彩英,周英智
受保护的技术使用者:珠海市钧兴机电有限公司
技术研发日:20221212
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!