汽车零部件加工台快换装置的制作方法
【】本技术涉及快换装置领域,特别涉及汽车零部件加工台快换装置。
背景技术
0、
背景技术:
1、汽车零部件在组装前需要通过点焊或是弧焊的方式进行加工,加工过程中需要对汽车零部件进行夹持,由于汽车种类繁多,对应品牌汽车的零部件没有固定标准,均为非标产品,现有的加工均为一对一加工,即对应汽车零部件采用的是对应的夹持设备和平台,若需要加工不同的汽车零部件,则需要更换到其他操作平台和夹持设备上进行加工,这就导致需要用到的设备和平台很多,这也是大多数汽车零部件加工厂占地面积很大的原因,由于需要的设备多,生产线多,其投入的成本也大,新增夹持设备也费时费力。
技术实现思路
0、
技术实现要素:
1、本实用新型的旨在解决上述问题而提供汽车零部件加工台快换装置,解决现有加工平台不能针对不同的汽车零部件进线加工,不同汽车零部件需要不同的加工平台和夹持设备,到时成本增加,且增加新的平台也费时费力的问题。
2、为达此目的,本实用新型采用以下技术方案:
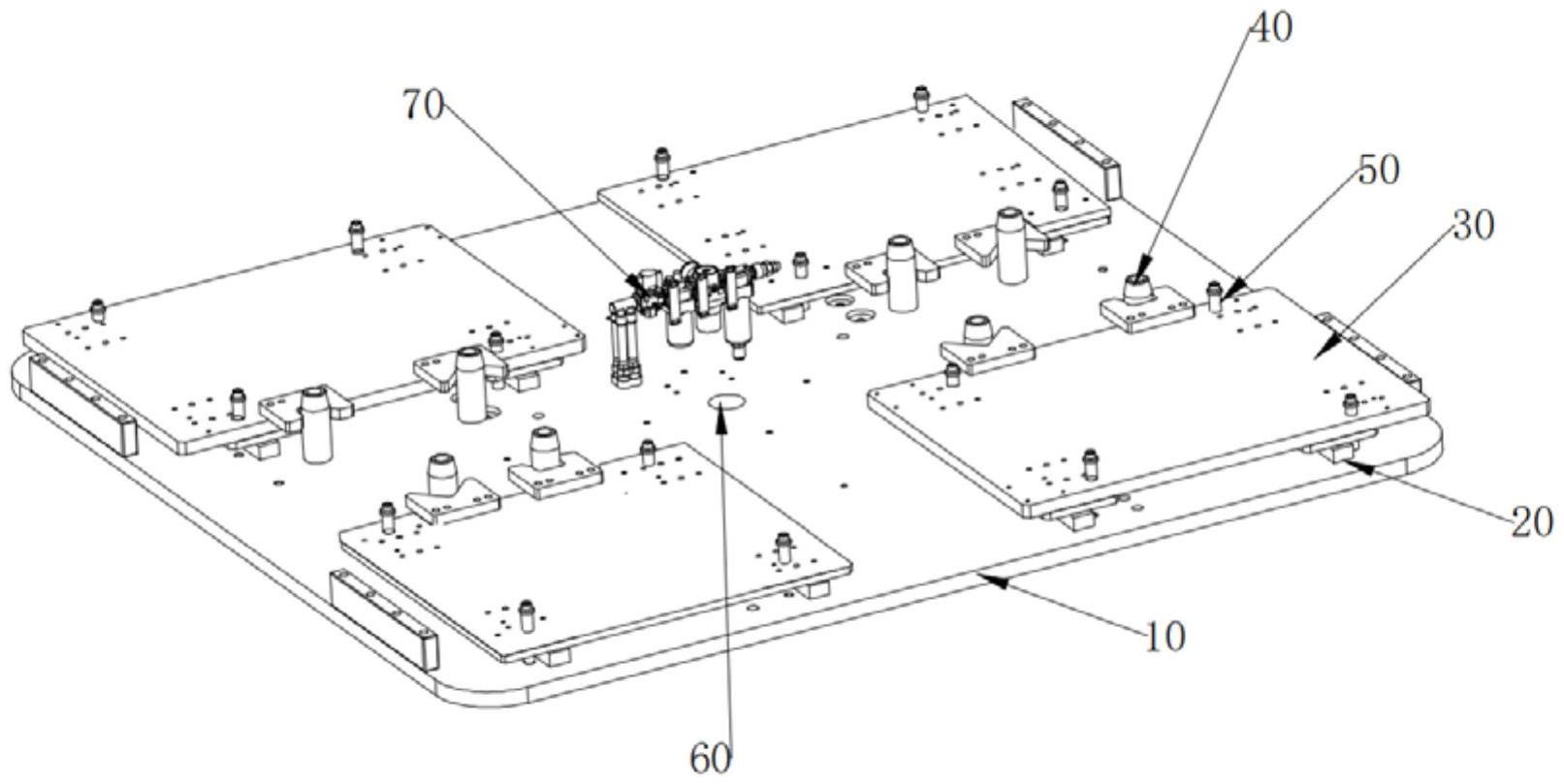
3、汽车零部件加工台快换装置,包括底座、两滑轨组件、快换组件、第一限位组件和第二限位组件;
4、所述底座上相对平行设置有两所述滑轨组件,两所述滑轨组件的顶部设有可沿所述滑轨组件长度方向滚动的快换组件,所述快换组件用于更换其上方的夹持设备,两所述滑轨组件的一侧设有所述第一限位组件,所述第一限位组件用于限制所述快换组件于所述滑轨组件上的滚动距离,所述第二限位组件插设于所述快换组件的四角,所述第二限位组件用于固定所述快换组件。
5、优选的,所述快换组件包括两压板、平台和限位块;
6、两所述压板分别滚动设置于两所述滑轨组件的顶部,所述平台横跨设于两所述压板上,所述平台靠近所述第一限位组件的一端设有与所述第一限位组件相匹配的限位块。
7、优选的,所述限位块上设有与所述第一限位组件相匹配的开口。
8、优选的,所述快换组件还包括若干安装孔;
9、若干所述安装孔设于所述快换组件上,所述安装孔用于固定夹持设备。
10、优选的,所述滑轨组件包括支撑条、凹槽和滚珠;
11、所述支撑条设于所述底座上,所述支撑条上等间距地设有若干凹槽,所述凹槽中设有可于所述凹槽中滚动的滚珠,所述快换组件设于所述滚珠上,且所述快换组件在所述滚珠的带动下沿所述支撑条的长度方向滚动。
12、优选的,所述第一限位组件为柱状限位柱,所述限位柱的数量不少于一个。
13、优选的,所述第二限位组件为螺栓,当所述第一限位组件和所述快换组件相抵时,所述第二限位组件插设于所述快换组件的四角,起到固定所述快换组件的作用。
14、优选的,还包括通孔,所述通孔设于所述底座的中部。
15、优选的,还包括供气组件,所述供气组件设于所述通孔的正上方,供气管道穿过所述通孔与所述供气组件连接。
16、本实用新型的贡献在于:本实用新型通过滑轨组件和快换组件的配合,实现快换组件自由进出底座,便于更换快换组件上方安装的夹持设备,从而实现对不同汽车零部件的夹持,无需针对不同汽车零部件单独设置加工平台,省时省力,节约成本。
技术特征:
1.汽车零部件加工台快换装置,其特征在于:包括底座、两滑轨组件、快换组件、第一限位组件和第二限位组件;
2.根据权利要求1所述的汽车零部件加工台快换装置,其特征在于:所述快换组件包括两压板、平台和限位块;
3.根据权利要求2所述的汽车零部件加工台快换装置,其特征在于:所述限位块上设有与所述第一限位组件相匹配的开口。
4.根据权利要求1所述的汽车零部件加工台快换装置,其特征在于:所述快换组件还包括若干安装孔;
5.根据权利要求1所述的汽车零部件加工台快换装置,其特征在于:所述滑轨组件包括支撑条、凹槽和滚珠;
6.根据权利要求1所述的汽车零部件加工台快换装置,其特征在于:所述第一限位组件为柱状限位柱,所述限位柱的数量不少于一个。
7.根据权利要求1所述的汽车零部件加工台快换装置,其特征在于:所述第二限位组件为螺栓,当所述第一限位组件和所述快换组件相抵时,所述第二限位组件插设于所述快换组件的四角,起到固定所述快换组件的作用。
8.根据权利要求1所述的汽车零部件加工台快换装置,其特征在于:还包括通孔,所述通孔设于所述底座的中部。
9.根据权利要求8所述的汽车零部件加工台快换装置,其特征在于:还包括供气组件,所述供气组件设于所述通孔的正上方,供气管道穿过所述通孔与所述供气组件连接。
技术总结
本技术涉及快换装置领域,公开了汽车零部件加工台快换装置,包括底座、两滑轨组件、快换组件、第一限位组件和第二限位组件;所述底座上相对平行设置有两所述滑轨组件,两所述滑轨组件的顶部设有可沿所述滑轨组件长度方向滚动的快换组件,所述快换组件用于更换其上方的夹持设备。通过滑轨组件和快换组件的配合,实现快换组件自由进出底座,便于更换快换组件上方安装的夹持设备,从而实现对不同汽车零部件的夹持,无需针对不同汽车零部件单独设置加工平台,省时省力,节约成本,特备是针对一些大型汽车零部件加工厂,能够节约较多的成本,通过第一限位组件和第二限位组件的配合,实现对快换组件的快速定位,便于后续加工生产。
技术研发人员:陈厚源,陈营和,曾杰鸿
受保护的技术使用者:佛山英利汽车部件有限公司
技术研发日:20221219
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!