一种气液增压式无线过程监控拉铆工具的制作方法
本技术涉及拉铆工具,具体为一种气液增压式无线过程监控拉铆工具。
背景技术:
1、抽芯铆钉主要的功能就是解决了机械设备连接的问题,和普通拉铆钉不同的是,在使用抽芯铆钉的时候必须要用到拉铆工具,其实这种设备主要有三种,一种是纯手动的拉铆工具,还有就是电动拉铆工具和气动拉铆工具,虽然工具不同,但是它们的原理都是相同的,抽芯铆钉在铆接时,铆钉的钉芯是由专用的拉铆工具拉动,使铆体膨胀起来,起到铆接的作用,这类铆钉适用于不利于用普通铆钉铆接的场合。
2、本申请意在提供一种气液增压式无线过程监控拉铆工具,以实现以下技术效果:
3、(1)监测并记录整个拉铆的过程,从而保证拉铆的品质。
4、(2)记录下来每一个拉铆过程,并且储存到控制系统上,以便将来出现问题进行工艺参数追溯。
5、(3)通过对拉铆过程的监测,可以及时发现产品的品质问题,如孔径精度变化,拉铆螺钉的品质变化,误装,漏装,等人为操作问题,最大限度的实现人机料法环的闭环控制,避免了产品拉铆品质质量事故。
6、(4)拉力和位移的检测都是直接检测,最大限度的避免了间接检测所造成的误差。
7、(5)无线数据传输,避免了线缆的羁绊,并且方便客户现场的多自由度使用需求和大范围移动的的需求,并且因为没有线缆,降低线缆磨损折断所造成的故障。
8、(6)通过扫描头录入工件标识,使得系统可以自动匹配合适的监测程序,不同工件可以自动匹配不同的监测程序,避免人为因素的影响。并且实现了到具体某一个工件某一个铆钉的过程数字化追溯,大大降低了追溯成本。
技术实现思路
1、实用新型的目的在于提供一种气液增压式无线过程监控拉铆工具,以实现上述背景技术中提出的技术效果。
2、为实现上述目的,实用新型提供如下技术方案:一种气液增压式无线过程监控拉铆工具,包括枪体、电器底座、液晶屏总成、采集板总成、扫描头总成、电池盒总成、外壳总成、电池盒盖、压力传感器、拉杆总成、位移传感器总成、卡扣总成、左外壳、右外壳、拉铆总成、内六角盘头螺钉和液晶屏保护膜;所述电器底座通过内六角盘头螺钉与枪体的侧面固定连接,所述液晶屏总成固定在电器底座上,所述采集板总成固定在电器底座上,所述扫描头总成固定在电器底座上,所述电池盒总成固定在电器底座上,所述外壳总成固定在电器底座上,所述电池盒盖固定在电池盒总成上,所述压力传感器安装在枪体中,所述拉杆总成安装在枪体上,所述位移传感器总成安装在枪体上,所述卡扣总成安装在枪体上,所述左外壳、右外壳与拉铆总成分别安装在枪体上,所述液晶屏保护膜设置在底座上。
3、优选的,所述电器底座包括底板、底座和第一内六角沉头螺钉;所述底座卡在底板上且由第一内六角沉头螺钉拧紧固定;所述液晶屏总成包括液晶屏、橡胶按键、显示屏板、加长通讯线和内六角自攻螺钉;所述液晶屏的排线插在显示屏板的正面,橡胶按键的定位柱穿过显示屏板的定位孔,液晶屏的排线翻折使液晶屏落入显示屏板的槽内;所述加长通讯线的一端插入显示屏板的背面插座内,所述液晶屏总成通过内六角自攻螺钉固定在底座上;所述采集板总成包括采集板,所述采集板通过内六角自攻螺钉固定在底座上,所述液晶屏保护膜通过双面胶粘接在底座上。
4、优选的,所述扫描头总成包括扫描头、排线、转接板、通讯线和十字槽沉头螺钉,所述通讯线的一端插在转接板的对应插座内,通过排线将部件扫描头、转接板连在一起,十字槽沉头螺钉用于将扫描头固定在底座上。
5、优选的,所述电池盒总成包括压片、拔砝开关、内六角沉头螺钉、电池弹片套件、底壳、电容、电池盒焊接电源线和第一橡胶帽,所述电池弹片套件的三件套分别插入底壳的对应卡槽内,电容、电池盒焊接电源线的线头、焊针插入底壳,并与拔砝开关的正极、负极弹片焊接,压片插入底壳,由内六角自攻螺钉锁紧,将第一橡胶帽插入底壳背面的槽内,内六角沉头螺钉用于将电池盒总成固定到底板上。
6、优选的,所述外壳总成包括玻璃片、外壳、第一梅花自攻螺钉和第二橡胶帽,所述玻璃片通过胶水粘接到外壳上,第二橡胶帽插入外壳的腰孔内,第一梅花自攻螺钉用于将外壳总成固定在底座上。
7、优选的,所述电池盒盖包括电池、第三内六角沉头螺钉和上盖,所述电池按照正负极卡在电池盒总成中,上盖通过第三内六角沉头螺钉固定在电池盒总成上。
8、优选的,所述拉杆总成包括c型平键、压力轴套、芯轴、轴用卡簧、滚针轴承、圆柱销、连接块、第二内六角沉头螺钉和连接螺帽,所述连接块内部密封槽放入密封圈,将压力轴套插入连接块内部,由c型平键限制相对位置,滚针轴承套在芯轴上,前后用轴用卡簧卡入卡槽定位,芯轴插入压力轴套内,连接螺帽拧紧到压力轴套的前端,圆柱销用于保证总成与枪体之间的位置精度,第二内六角沉头螺钉用于总成与枪体的连接固定;所述左外壳通过内六角螺钉固定在连接块上,所述右外壳通过内六角螺钉固定在连接块上。
9、优选的,所述位移传感器总成包括非接触位移传感器、内六角螺钉、顶丝和支座,所述内六角螺钉将非接触位移传感器与支座连接锁紧,顶丝拧入支座的螺钉孔内用于总成的锁紧固定。
10、优选的,所述卡扣总成包括压簧、滑帽、卡扣和卡簧,所述卡扣卡入滑帽的卡槽,用卡簧锁住,组装时压簧放于总成内部。
11、优选的,所述拉铆总成包括刀杆、旋钮和铆钉外接头,旋钮拧到铆钉外接头上,铆钉外接头拧紧到连接螺帽上,所述右外壳通过第二梅花自攻螺钉与左外壳连接,所述刀杆拧入芯轴的前端并由滑帽限位防转。
12、与现有技术相比,实用新型的有益效果是:
13、1、该气液增压式无线过程监控拉铆工具,监测并记录整个拉铆的过程,从而保证拉铆的品质。
14、2、该气液增压式无线过程监控拉铆工具,记录下来每一个拉铆过程,并且储存到控制系统上,以便将来出现问题进行工艺参数追溯。
15、3、该气液增压式无线过程监控拉铆工具,通过对拉铆过程的监测,可以及时发现产品的品质问题,如孔径精度变化,拉铆螺钉的品质变化,误装,漏装,等人为操作问题,最大限度的实现人机料法环的闭环控制,避免了产品拉铆品质质量事故。
16、4、该气液增压式无线过程监控拉铆工具,拉力和位移的检测都是直接检测,最大限度的避免了间接检测所造成的误差。
17、5、该气液增压式无线过程监控拉铆工具,无线数据传输,避免了线缆的羁绊,并且方便客户现场的多自由度使用需求和大范围移动的的需求,并且因为没有线缆,降低线缆磨损折断所造成的故障。
18、6、该气液增压式无线过程监控拉铆工具,通过扫描头录入工件标识,使得系统可以自动匹配合适的监测程序,不同工件可以自动匹配不同的监测程序,避免人为因素的影响。并且实现了到具体某一个工件某一个铆钉的过程数字化追溯,大大降低了追溯成本。
技术特征:
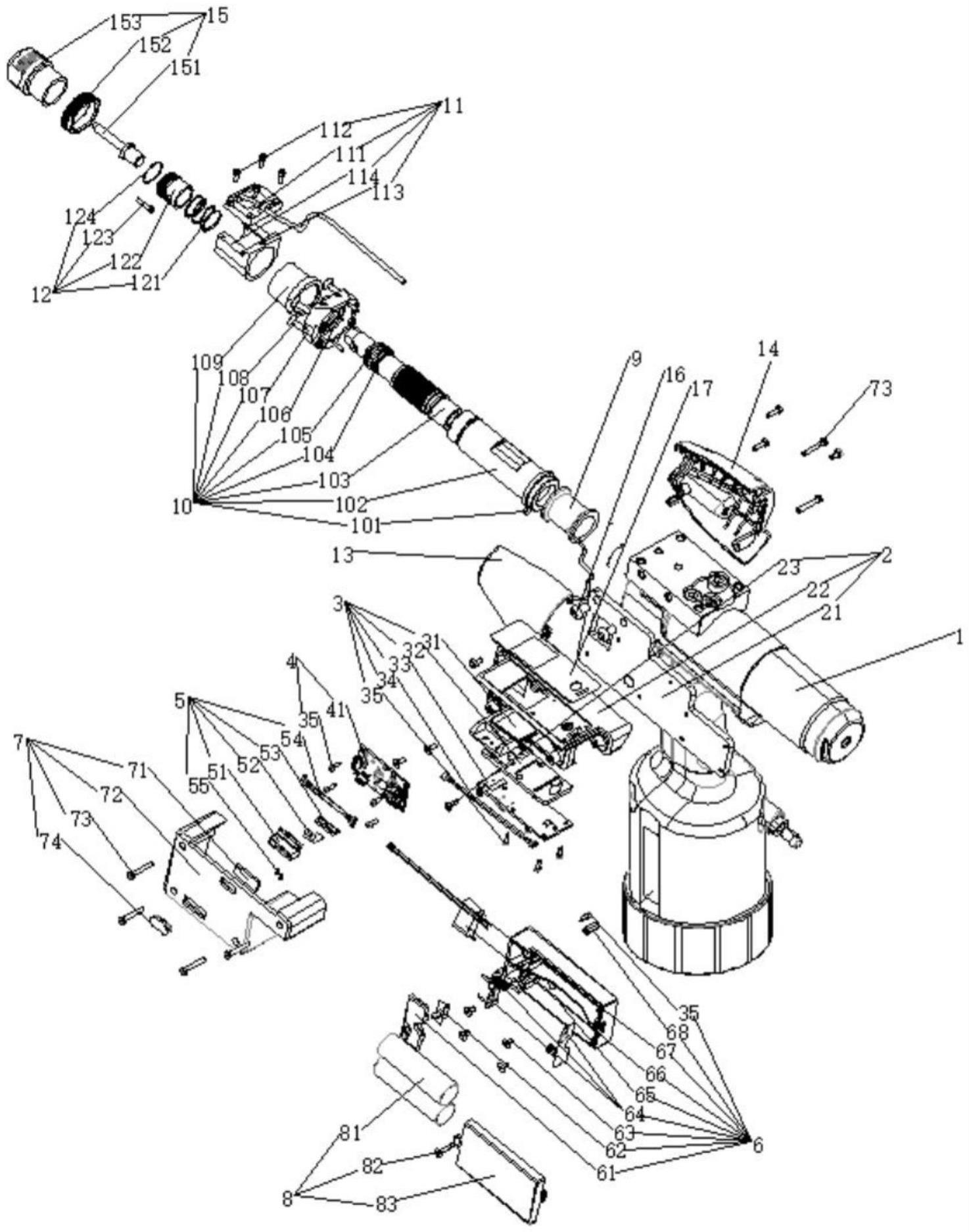
1.一种气液增压式无线过程监控拉铆工具,其特征在于:包括枪体(1)、电器底座(2)、液晶屏总成(3)、采集板总成(4)、扫描头总成(5)、电池盒总成(6)、外壳总成(7)、电池盒盖(8)、压力传感器(9)、拉杆总成(10)、位移传感器总成(11)、卡扣总成(12)、左外壳(13)、右外壳(14)、拉铆总成(15)、内六角盘头螺钉(16)和液晶屏保护膜(17);所述电器底座(2)通过内六角盘头螺钉(16)与枪体(1)的侧面固定连接,所述液晶屏总成(3)固定在电器底座(2)上,所述采集板总成(4)固定在电器底座(2)上,所述扫描头总成(5)固定在电器底座(2)上,所述电池盒总成(6)固定在电器底座(2)上,所述外壳总成(7)固定在电器底座(2)上,所述电池盒盖(8)固定在电池盒总成(6)上,所述压力传感器(9)安装在枪体(1)中,所述拉杆总成(10)安装在枪体(1)上,所述位移传感器总成(11)安装在枪体(1)上,所述卡扣总成(12)安装在枪体(1)上,所述左外壳(13)、右外壳(14)与拉铆总成(15)分别安装在枪体(1)上,所述液晶屏保护膜(17)设置在底座(22)上。
2.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述电器底座(2)包括底板(21)、底座(22)和第一内六角沉头螺钉(23);所述底座(22)卡在底板(21)上且由第一内六角沉头螺钉(23)拧紧固定;所述液晶屏总成(3)包括液晶屏(31)、橡胶按键(32)、显示屏板(33)、加长通讯线(34)和内六角自攻螺钉(35);所述液晶屏(31)的排线插在显示屏板(33)的正面,橡胶按键(32)的定位柱穿过显示屏板(33)的定位孔,液晶屏(31)的排线翻折使液晶屏(31)落入显示屏板(33)的槽内;所述加长通讯线(34)的一端插入显示屏板(33)的背面插座内,所述液晶屏总成(3)通过内六角自攻螺钉(35)固定在底座(22)上;所述采集板总成(4)包括采集板(41),所述采集板(41)通过内六角自攻螺钉(35)固定在底座(22)上,所述液晶屏保护膜(17)通过双面胶粘接在底座(22)上。
3.如权利要求2所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述扫描头总成(5)包括扫描头(51)、排线(52)、转接板(53)、通讯线(54)和十字槽沉头螺钉(55),所述通讯线(54)的一端插在转接板(53)的对应插座内,通过排线(52)将部件扫描头(51)、转接板(53)连在一起,十字槽沉头螺钉(55)用于将扫描头(51)固定在底座(22)上。
4.如权利要求2所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述电池盒总成(6)包括压片(61)、拔砝开关(62)、内六角沉头螺钉(63)、电池弹片套件(64)、底壳(65)、电容(66)、电池盒焊接电源线(67)和第一橡胶帽(68),所述电池弹片套件(64)的三件套分别插入底壳(65)的对应卡槽内,电容(66)、电池盒焊接电源线(67)的线头、焊针插入底壳(65),并与拔砝开关(62)的正极、负极弹片焊接,压片(61)插入底壳(65),由内六角自攻螺钉(35)锁紧,将第一橡胶帽(68)插入底壳(65)背面的槽内,内六角沉头螺钉(63)用于将电池盒总成(6)固定到底板(21)上。
5.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述外壳总成(7)包括玻璃片(71)、外壳(72)、第一梅花自攻螺钉(73)和第二橡胶帽(74),所述玻璃片(71)通过胶水粘接到外壳(72)上,第二橡胶帽(74)插入外壳(72)的腰孔内,第一梅花自攻螺钉(73)用于将外壳总成(7)固定在底座(22)上。
6.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述电池盒盖(8)包括电池(81)、第三内六角沉头螺钉(82)和上盖(83),所述电池(81)按照正负极卡在电池盒总成(6)中,上盖(83)通过第三内六角沉头螺钉(82)固定在电池盒总成(6)上。
7.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述拉杆总成(10)包括c型平键(101)、压力轴套(102)、芯轴(103)、轴用卡簧(104)、滚针轴承(105)、圆柱销(106)、连接块(107)、第二内六角沉头螺钉(108)和连接螺帽(109),所述连接块(107)内部密封槽放入密封圈,将压力轴套(102)插入连接块(107)内部,由c型平键(101)限制相对位置,滚针轴承(105)套在芯轴(103)上,前后用轴用卡簧(104)卡入卡槽定位,芯轴(103)插入压力轴套(102)内,连接螺帽(109)拧紧到压力轴套(102)的前端,圆柱销(106)用于保证总成与枪体(1)之间的位置精度,第二内六角沉头螺钉(108)用于总成与枪体(1)的连接固定;所述左外壳(13)通过内六角螺钉(112)固定在连接块(107)上,所述右外壳(14)通过内六角螺钉(112)固定在连接块(107)上。
8.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述位移传感器总成(11)包括非接触位移传感器(111)、内六角螺钉(112)、顶丝(113)和支座(114),所述内六角螺钉(112)将非接触位移传感器(111)与支座(114)连接锁紧,顶丝(113)拧入支座(114)的螺钉孔内用于总成的锁紧固定。
9.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述卡扣总成(12)包括压簧(121)、滑帽(122)、卡扣(123)和卡簧(124),所述卡扣(123)卡入滑帽(122)的卡槽,用卡簧(124)锁住,组装时压簧(121)放于总成内部。
10.如权利要求1所述的一种气液增压式无线过程监控拉铆工具,其特征在于:所述拉铆总成(15)包括刀杆(151)、旋钮(152)和铆钉外接头(153),旋钮(152)拧到铆钉外接头(153)上,铆钉外接头(153)拧紧到连接螺帽(109)上,所述右外壳(14)通过第二梅花自攻螺钉(142)与左外壳(13)连接,所述刀杆(151)拧入芯轴(103)的前端并由滑帽(122)限位防转。
技术总结
本技术公开了一种气液增压式无线过程监控拉铆工具,包括电器底座通过内六角盘头螺钉与枪体的侧面固定连接,液晶屏总成固定在电器底座上,采集板总成固定在电器底座上,扫描头总成固定在电器底座上,电池盒总成固定在电器底座上,外壳总成固定在电器底座上,电池盒盖固定在电池盒总成上,压力传感器安装在枪体中,拉杆总成安装在枪体上,位移传感器总成安装在枪体上,卡扣总成安装在枪体上,左外壳、右外壳与拉铆总成分别安装在枪体上,液晶屏保护膜设置在底座上。该技术的技术效果为监测并记录整个拉铆的过程;可以及时发现产品的品质问题;拉力和位移的检测都是直接检测;无线数据传输,避免了线缆的羁绊和通过扫描头录入工件标识。
技术研发人员:薛海军
受保护的技术使用者:天津四果智能技术有限公司
技术研发日:20221219
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!