一种铣齿形专用夹具的制作方法
本技术涉及一种铣齿形专用夹具,属于机械。
背景技术:
1、在火炮零件的机械加工领域中,经常会涉及某到些不易装夹的特殊齿轮零件,现有的加工方式是使用简单的平口虎钳、分度头以及压板与螺栓等,存在的问题是装夹时间较长,为保证加工全面到位便存在着不断更换装夹位置的需求,造成工件加工时间长、工件加工质量的波动性大、批量生产时一致性不易保证,生产效率低下,且加工过程中需要多次变换装夹位置,很难保证齿轮零件的尺寸要求与形位公差。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供了一种铣齿形专用夹具,该装置通过将齿轮工件垫起,利用工件自有的键槽与心轴进行准确的径向定位及装夹,有效的解决了加工齿形时装夹繁琐、加工效率低下、产品质量一致性差等问题。
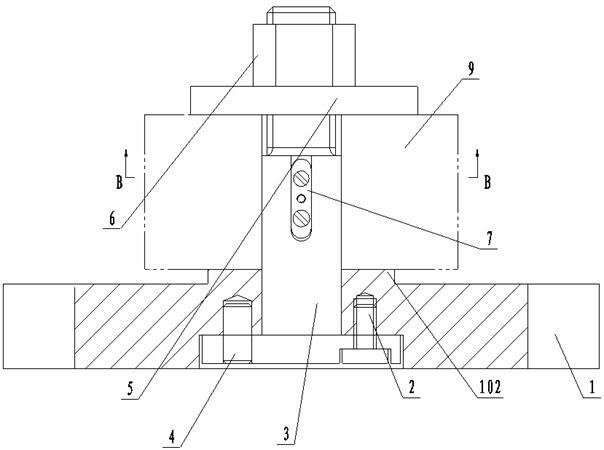
2、本实用新型解决其技术问题所采用的技术方案是:一种铣齿形专用夹具,包括底座、心轴和键,所述底座内部中心处设有一沉孔a,沉孔a顶部设有一凸台,心轴为一带螺纹的阶梯轴,其上半部分轴体为螺纹轴,心轴下半部分轴体一侧设有一键槽,心轴底部为圆形底板;心轴由下向上配合穿过沉孔a,其底板与底座固定;键固定于键槽中,垫圈配合穿过心轴,心轴的螺纹轴上螺纹连接着螺母。
3、本实用新型的有益效果是:本实用新型利用工件自有键槽进行定位,装夹方便,省时高效,定位准确;装夹一次便完成加工,利于保证产品一致性;本夹具使用过程中避免了重复装夹,既保证了加工精度,又提高了生产效率,降低了生产成本。
技术特征:
1.一种铣齿形专用夹具,其特征在于:包括底座(1)、心轴(3)和键(7),所述底座(1)内部中心处设有一沉孔a(101),心轴(3)的轴体部分配合穿过沉孔a(101)并与底座(1)固定,心轴(3)的下半部分轴体一侧设有一键槽(301),键(7)固定连接于键槽(301)中,垫圈(5)配合穿过心轴(3)的轴体,心轴(3)上半部分轴体上连接有螺母(6)。
2.根据权利要求1所述的一种铣齿形专用夹具,其特征在于:沉孔a(101)的顶部设有一圆环形凸台(102)。
3.根据权利要求1所述的一种铣齿形专用夹具,其特征在于:心轴(3)为一带螺纹的阶梯轴,其上半部分轴体为螺纹轴(302),心轴(3)的底部为底板(303),底板(303)中设有三个按圆周方向布置的沉孔b(3031)及一销孔(3032),销孔(3032)位于底座(1)水平方向的中心线上;心轴(3)由下向上配合穿过沉孔a(101),螺钉a(2)及圆柱销(4)分别配合穿过沉孔b(3031)及销孔(3032)将底板(303)与底座(1)固定连接。
4.根据权利要求1所述的一种铣齿形专用夹具,其特征在于:底座(1)两侧的中心处分别设有一 u型孔(103)。
技术总结
本技术公开了一种铣齿形专用夹具,包括底座、心轴和键,底座内部中心处设有一沉孔A,沉孔A的顶部设有一凸台,心轴为一带螺纹的阶梯轴,其上半部分轴体为螺纹轴,心轴的下半部分轴体一侧设有一键槽,心轴的底部为底板,底板中设有三个按圆周方向布置的沉孔B,其中两个沉孔B之间有一销孔;心轴由下向上配合穿过底座的沉孔A,螺钉a及圆柱销分别配合穿过沉孔B及销孔将底板与底座固定连接;键通过螺钉b固定连接于键槽中,垫圈配合穿过心轴的轴体,心轴的螺纹轴上螺纹连接着螺母。本技术通过将齿轮工件垫起,利用工件自有的键槽与心轴进行准确的径向定位及装夹,有效解决了加工齿形时装夹繁琐、加工效率低下、产品质量一致性差等问题。
技术研发人员:马春超,张鹏非,王耀武,黑玉龙,刘炳鑫,付丽秋,冷立书,李洪昌,殷嘉源,黄颖,胡宏亮,詹俊宇,朱瑶,商咏梅,王春艳
受保护的技术使用者:齐齐哈尔和平重工集团有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!