一种用于电池包加工的六轴焊接装置的制作方法
本技术涉及电池包加工,尤其是指一种用于电池包加工的六轴焊接装置。
背景技术:
1、电池包加工是需要对其多个侧边的多个位置进行焊接,所以焊接位置较多。现有技术是采用人工焊接,人工焊接存在效率低下、无法检测焊接质量以及电池包无保护质量差的问题。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中焊接效率低、焊接质量无法现场检测以及电池包无保护质量差的问题。
2、为解决上述技术问题,本实用新型提供了一种用于电池包加工的六轴焊接装置,包括:
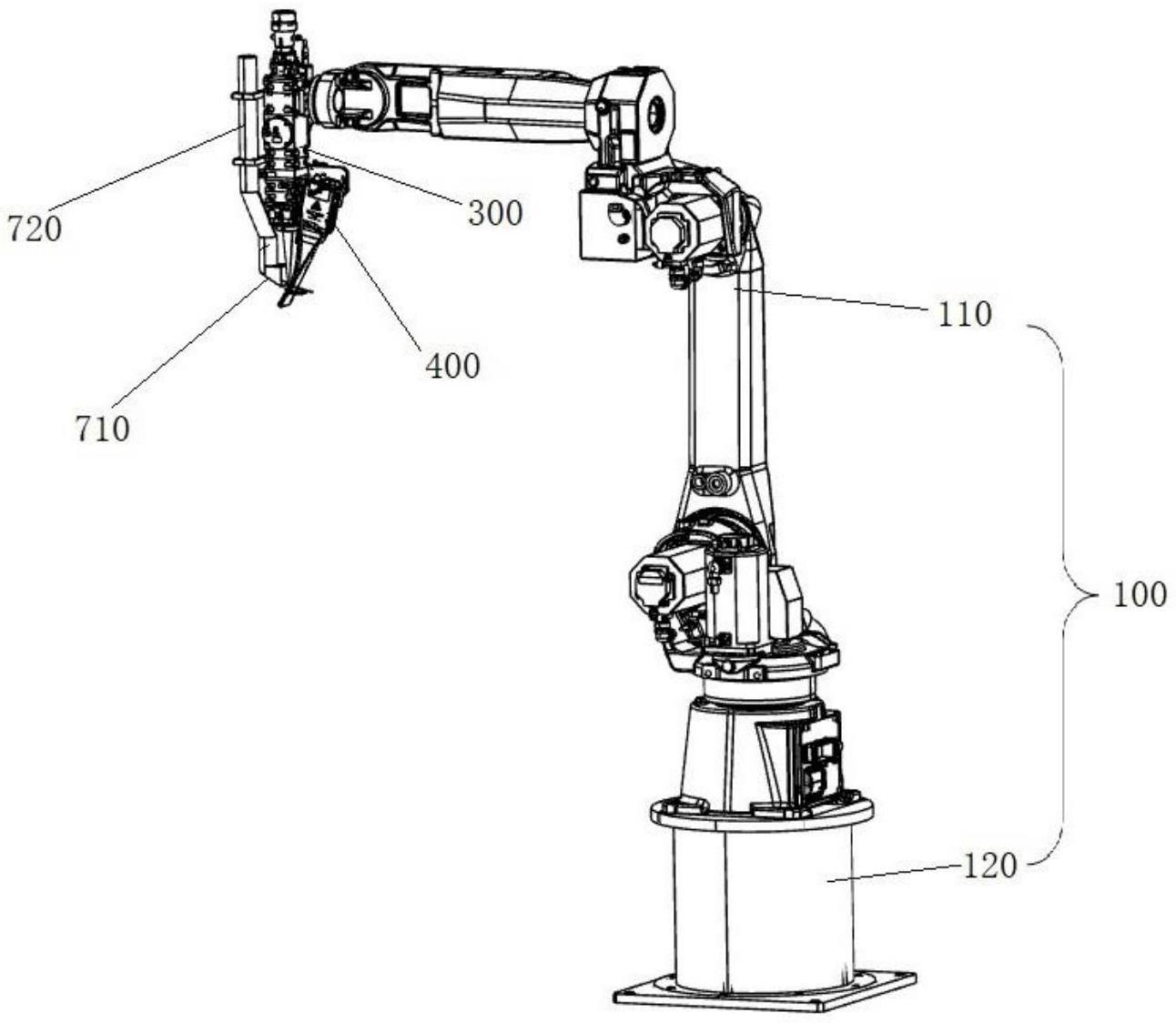
3、六轴工业机器人,六轴工业机器人包括六轴机械手和机械手底座,六轴机械手连接在机械手底座上;
4、激光焊接头,激光焊接头包括连接部和焊头,焊头通过连接部连接在六轴机械手的端部,六轴机械手带动焊头移动对准电池包的待焊接位置;
5、定位检测部件,定位检测部件用于确定电池包的待焊接位置,定位检测部件连接在激光焊接头的连接部一侧;
6、激光焊缝跟踪传感器,激光焊缝跟踪传感器用于检测待焊接位置的焊缝,激光焊缝跟踪传感器连接在激光焊接头的连接部一侧;
7、吹氮气管和氮气储存罐,吹氮气管的一端连接在激光焊接头的连接部一侧、另一端连接至氮气储存罐;吹氮气管与连接部连接的部分设有氮气吹气口,氮气吹气口朝向待焊接位置设置;
8、控制部,所述控制部与六轴机械手、定位检测部件、激光焊接头、氮气储存罐和激光焊缝跟踪传感器电连接。
9、在本实用新型的一个实施例中,本申请还包括排烟管道和抽烟部,抽烟部设置在机械手底座的一侧;排烟管道的一端与抽烟部连接、另一端连接在激光焊接头的连接部一侧,排烟管道中连接在连接部的部位设有抽烟口,抽烟口设置在待焊接位置的正上方。
10、在本实用新型的一个实施例中,排烟管道的抽烟口设有抽烟罩,抽烟罩为喇叭状结构。
11、在本实用新型的一个实施例中,排烟管道包括第一排烟管道和第二排烟管道,第一排烟管道采用钢制材料,第二排烟管道为软管;第一排烟管道固定连接在激光焊接头的连接部,第二排烟管道沿六轴机械手铺设;第二排烟管道的一端与抽烟部、另一端与第一排烟管道连接,抽烟口设置在第一排烟管道的自由端。
12、在本实用新型的一个实施例中,第一排烟管道采用不锈钢材质,第二排烟管道采用硅胶材质。
13、在本实用新型的一个实施例中,本申请还包括冷却水循环系统,冷却水循环系统包括冷却水循环设备和冷却水管;冷却水循环设备设置在机械手底座的一侧;激光焊接头中设有冷却水连接头,冷却水管的两端分别与冷却水循环设备和冷却水连接头连接。
14、在本实用新型的一个实施例中,在六轴焊接装置本申请还包括控制部、冷却水循环系统和抽烟部的情况下:
15、控制部与抽烟部和冷却水循环设备电连接。
16、在本实用新型的一个实施例中,吹氮气管包括第一吹氮气管和第二吹氮气管,第一吹氮气管采用钢制材料,第二吹氮气管为软管;第一吹氮气管固定连接在激光焊接头的连接部,第二吹氮气管沿六轴机械手铺设;第二吹氮气管的一端与氮气储存罐、另一端与第一吹氮气管连接,氮气吹气口设置在第一吹氮气管的自由端。
17、在本实用新型的一个实施例中,吹氮气管上设有用于调节氮气吹气口氮气流量的控制阀门,控制阀门与控制部电连接。
18、在本实用新型的一个实施例中,定位检测部件为电荷耦合元件。
19、本实用新型的上述技术方案相比现有技术具有以下优点:
20、本实用新型所述的一种用于电池包加工的六轴焊接装置,其的激光焊接头连接在六轴机械手上,从而实现六轴机械手带动激光焊接头多方位的移动和旋转到达电池包的待焊接位置;在激光焊接头上设置了定位检测部件和激光焊缝跟踪传感器,并且控制部与六轴机械手、定位检测部件、激光焊接头和激光焊缝跟踪传感器电连接;在焊接前定位检测部件识别电池包的待焊接位置并将信号传输至控制部,控制部控制六轴机械手带动激光焊接头移动至待焊接位置,然后控制部控制激光焊接头进行焊接,焊接过程中激光焊缝跟踪传感器对焊接质量进行检测并将信号传输至控制部,从而实现全自动化的焊接施工,提高焊接效率,无需人工干预,降低人工成本;另外能够对焊接质量进行实时检测,保证焊接质量。再者,本申请设置了吹氮气管和氮气储存罐,且控制部与氮气储存罐电连接,在焊接的过程中控制部控制氮气储存罐向焊接位置进行吹氮保护电池包,从而提高电池包的质量。
技术特征:
1.一种用于电池包加工的六轴焊接装置,其特征在于:包括:
2.根据权利要求1所述的用于电池包加工的六轴焊接装置,其特征在于:还包括排烟管道和抽烟部,所述抽烟部设置在所述机械手底座的一侧;所述排烟管道的一端与所述抽烟部连接、另一端连接在所述激光焊接头的连接部一侧,所述排烟管道中连接在所述连接部的部位设有抽烟口,所述抽烟口设置在所述待焊接位置的正上方。
3.根据权利要求2所述的用于电池包加工的六轴焊接装置,其特征在于:所述排烟管道的抽烟口设有抽烟罩,所述抽烟罩为喇叭状结构。
4.根据权利要求2所述的用于电池包加工的六轴焊接装置,其特征在于:所述排烟管道包括第一排烟管道和第二排烟管道,所述第一排烟管道采用钢制材料,所述第二排烟管道为软管;所述第一排烟管道固定连接在激光焊接头的连接部,所述第二排烟管道沿所述六轴机械手铺设;所述第二排烟管道的一端与所述抽烟部、另一端与所述第一排烟管道连接,所述抽烟口设置在所述第一排烟管道的自由端。
5.根据权利要求4所述的用于电池包加工的六轴焊接装置,其特征在于:所述第一排烟管道采用不锈钢材质,所述第二排烟管道采用硅胶材质。
6.根据权利要求1所述的用于电池包加工的六轴焊接装置,其特征在于:还包括冷却水循环系统,所述冷却水循环系统包括冷却水循环设备和冷却水管;所述冷却水循环设备设置在所述机械手底座的一侧;所述激光焊接头中设有冷却水连接头,所述冷却水管的两端分别与所述冷却水循环设备和所述冷却水连接头连接。
7.根据权利要求6所述的用于电池包加工的六轴焊接装置,其特征在于:在所述六轴焊接装置还包括冷却水循环系统和抽烟部的情况下:
8.根据权利要求1所述的用于电池包加工的六轴焊接装置,其特征在于:所述吹氮气管包括第一吹氮气管和第二吹氮气管,所述第一吹氮气管采用钢制材料,所述第二吹氮气管为软管;所述第一吹氮气管固定连接在激光焊接头的连接部,所述第二吹氮气管沿所述六轴机械手铺设;所述第二吹氮气管的一端与所述氮气储存罐、另一端与所述第一吹氮气管连接,所述氮气吹气口设置在所述第一吹氮气管的自由端。
9.根据权利要求1所述的用于电池包加工的六轴焊接装置,其特征在于:所述吹氮气管上设有用于调节所述氮气吹气口氮气流量的控制阀门,所述控制阀门与所述控制部电连接。
10.根据权利要求1所述的用于电池包加工的六轴焊接装置,其特征在于:所述定位检测部件为电荷耦合元件。
技术总结
本技术涉及一种用于电池包加工的六轴焊接装置的六轴焊接装置,包括:六轴工业机器人包括六轴机械手和机械手底座,六轴机械手连接在机械手底座上;定位检测部件用于确定电池包的待焊接位置,定位检测部件连接在激光焊接头的连接部一侧;激光焊接头包括连接部和焊头,焊头通过连接部连接在六轴机械手的端部,六轴机械手带动焊头移动对准电池包的待焊接位置;激光焊缝跟踪传感器用于检测待焊接位置的焊缝;吹氮气管的一端连接在激光焊接头的连接部一侧、另一端连接至氮气储存罐;控制部与六轴机械手、定位检测部件、激光焊接头、氮气储存罐和激光焊缝跟踪传感器电连接。本技术提高焊接效率、对焊接质量进行实时检测、提高电池包的质量。
技术研发人员:高广东,孙田宏,唐德高,蔡进
受保护的技术使用者:昆山广钰德智能装备有限公司
技术研发日:20221219
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!