边孔冲裁装置及冲床的制作方法
本技术涉及机械加工,尤其是涉及边孔冲裁装置及冲床。
背景技术:
1、花洒的出水面板通过侧壁的多个螺钉固定于花洒本体上,为此,需要对出水面板的侧壁加工多个安装孔。相关技术中,通过冲床对侧壁的安装孔分别加工,一方面加工效率低,另一方面,安装孔之间的相对位置不准确,误差大,影响后续组装。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一。为此,本实用新型提供边孔冲裁装置,能够同时加工多个安装孔,效率高,安装孔的位置准确,误差小,便于后续组装。
2、本实用新型还提供具有上述边孔冲裁装置的冲床。
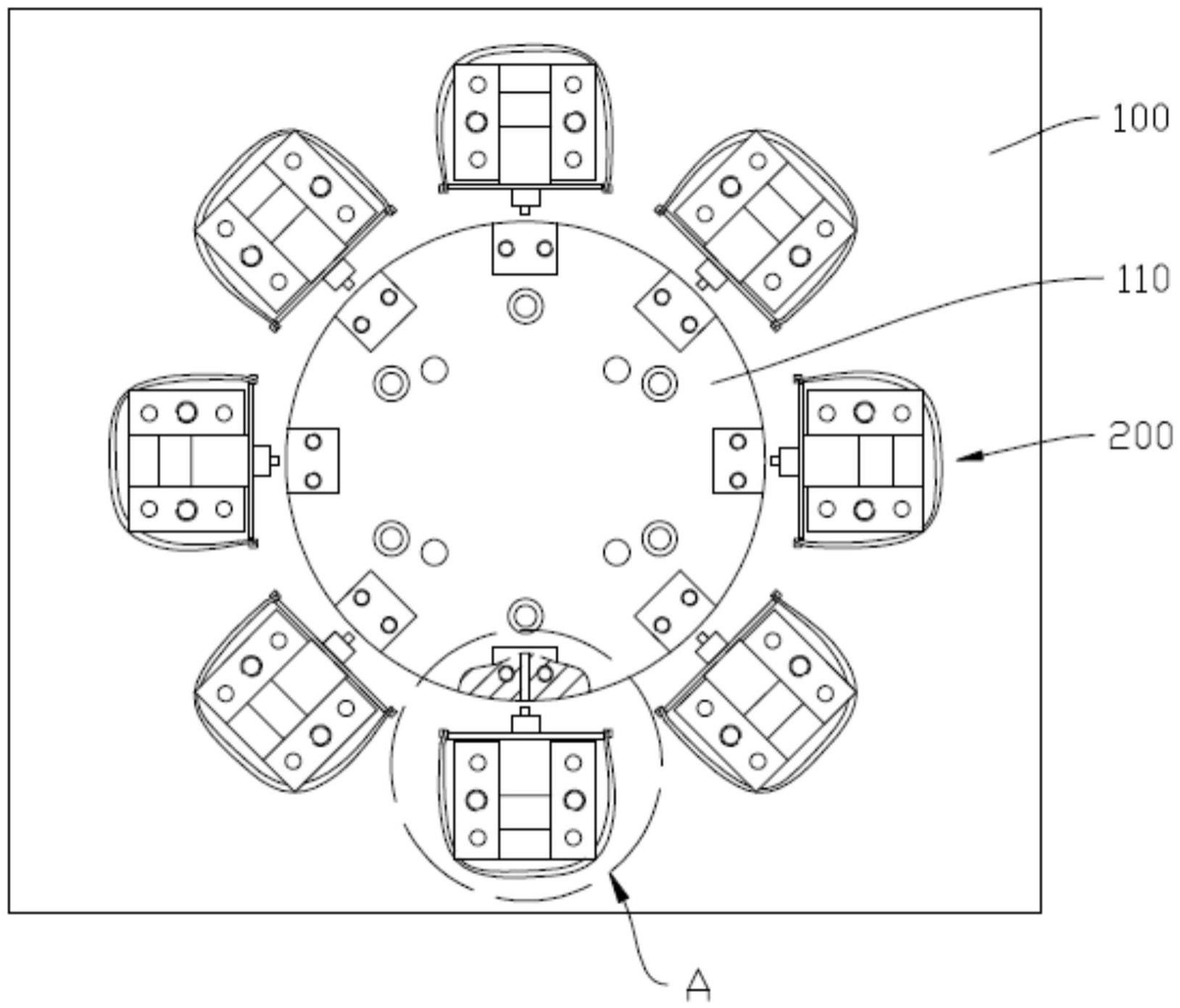
3、根据本实用新型第一方面实施例的边孔冲裁装置,包括:基座,设有定位块,所述定位块用于定位工件,所述定位块的周壁设有多个落料孔,多个所述落料孔沿所述定位块的周向间隔布置;多个冲孔模块,沿所述定位块的周向间隔布置,所述冲孔模块与所述落料孔一一对应,所述冲孔模块包括安装座、滑座和复位件,所述安装座固定于所述基座,所述滑座沿所述定位块的径向方向滑动安装于所述安装座,所述滑座朝向所述定位块的一侧设有冲头,所述复位件连接于所述安装座和所述滑座之间,并用于驱使所述冲头沿背离所述定位块的方向移动;驱动模块,设有多个驱动块,所述驱动块与所述冲孔模块一一对应,所述驱动块用于驱使所述滑座朝所述定位块移动,以使所述冲头穿设于所述落料孔。
4、上述技术方案至少具有如下有益效果:通过设置多个沿定位块的周向间隔布置的多个冲孔模块,以及驱动模块,将出水面板定位于定位块,定位准确,驱动模块的驱动块驱使冲孔模块的滑座和冲头朝定位块的落料孔移动,从而在出水面板的侧壁冲出安装孔,并且多个冲孔模块同时加工,加工效率高,多个安装孔的位置准确,误差小,有利于后续组装。
5、根据本实用新型的一些实施例,所述滑座背离所述定位块的一侧设有第一斜面,所述驱动块朝向所述第一斜面的一端设有第二斜面,所述第一斜面与所述第二斜面平行,所述驱动块能够向下移动并通过所述第二斜面和所述第一斜面配合,以驱使所述滑座朝所述定位块移动。
6、根据本实用新型的一些实施例,所述第一斜面与所述基座所在平面的夹角为45°。
7、根据本实用新型的一些实施例,所述冲头包括固定部和头部,所述固定部安装于所述滑座,所述头部设于所述固定部朝所述定位块的一端,所述头部的外径与所述落料孔的内径匹配,所述固定部的外径大于所述头部的外径。
8、根据本实用新型的一些实施例,所述冲头还设有缓冲件,所述缓冲件套设于所述固定部和所述头部,且所述头部朝所述定位块的一侧凸出于所述缓冲件。
9、根据本实用新型的一些实施例,所述滑座设有限位板,所述限位板位于所述安装座朝向所述定位块的一侧,所述复位件能够驱使所述限位板抵接于所述安装座朝向所述定位块的侧壁。
10、根据本实用新型的一些实施例,所述复位件包括第一弹簧,所述限位板的两端分别设有挂钩,所述第一弹簧绕设于所述安装座并且两端分别与两个所述挂钩连接。
11、根据本实用新型的一些实施例,所述安装座背离所述定位块的一侧设有定位槽,所述第一弹簧部分容纳于所述定位槽。
12、根据本实用新型的一些实施例,所述复位件包括两个设于所述安装座上侧的第二弹簧,两个所述第二弹簧布置于所述滑座的两端,所述第二弹簧的一端与所述滑座连接,另一端与所述安装座背离所述定位块的一侧连接。
13、根据本实用新型第二方面实施例的冲床,包括上述第一方面实施例的边孔冲裁装置。
14、上述技术方案至少具有如下有益效果:冲床由于设置上述的边孔冲裁装置,其中,边孔冲裁装置通过设置多个沿定位块的周向间隔布置的多个冲孔模块,以及驱动模块,将出水面板定位于定位块,定位准确,驱动模块的驱动块驱使冲孔模块的滑座和冲头朝定位块的落料孔移动,从而在出水面板的侧壁冲出安装孔,并且多个冲孔模块同时加工,加工效率高,多个安装孔的位置准确,误差小,有利于后续组装。
15、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.边孔冲裁装置,其特征在于,包括:
2.根据权利要求1所述的边孔冲裁装置,其特征在于:所述滑座背离所述定位块的一侧设有第一斜面,所述驱动块朝向所述第一斜面的一端设有第二斜面,所述第一斜面与所述第二斜面平行,所述驱动块能够向下移动并通过所述第二斜面和所述第一斜面配合,以驱使所述滑座朝所述定位块移动。
3.根据权利要求2所述的边孔冲裁装置,其特征在于:所述第一斜面与所述基座所在平面的夹角为45°。
4.根据权利要求1所述的边孔冲裁装置,其特征在于:所述冲头包括固定部和头部,所述固定部安装于所述滑座,所述头部设于所述固定部朝所述定位块的一端,所述头部的外径与所述落料孔的内径匹配,所述固定部的外径大于所述头部的外径。
5.根据权利要求4所述的边孔冲裁装置,其特征在于:所述冲头还设有缓冲件,所述缓冲件套设于所述固定部和所述头部,且所述头部朝所述定位块的一侧凸出于所述缓冲件。
6.根据权利要求1所述的边孔冲裁装置,其特征在于:所述滑座设有限位板,所述限位板位于所述安装座朝向所述定位块的一侧,所述复位件能够驱使所述限位板抵接于所述安装座朝向所述定位块的侧壁。
7.根据权利要求6所述的边孔冲裁装置,其特征在于:所述复位件包括第一弹簧,所述限位板的两端分别设有挂钩,所述第一弹簧绕设于所述安装座并且两端分别与两个所述挂钩连接。
8.根据权利要求7所述的边孔冲裁装置,其特征在于:所述安装座背离所述定位块的一侧设有定位槽,所述第一弹簧部分容纳于所述定位槽。
9.根据权利要求1或6所述的边孔冲裁装置,其特征在于:所述复位件包括两个设于所述安装座上侧的第二弹簧,两个所述第二弹簧布置于所述滑座的两端,所述第二弹簧的一端与所述滑座连接,另一端与所述安装座背离所述定位块的一侧连接。
10.冲床,其特征在于,包括如权利要求1至9中任意一项所述的边孔冲裁装置。
技术总结
本技术公开了边孔冲裁装置及冲床,其中,边孔冲裁装置包括基座、多个冲孔模块和驱动模块,基座设有定位块,定位块的周壁设有多个落料孔,多个落料孔沿定位块的周向间隔布置;冲孔模块与落料孔一一对应,冲孔模块包括安装座、滑座和复位件,安装座固定于基座,滑座沿定位块的径向方向滑动安装于安装座,滑座朝向定位块的一侧设有冲头,复位件连接于安装座和滑座之间,并用于驱使冲头沿背离定位块的方向移动;驱动模块设有多个驱动块,驱动块与冲孔模块一一对应,驱动块用于驱使滑座朝定位块移动,以使冲头穿设于落料孔。本技术的边孔冲裁装置能够同时加工多个安装孔,效率高,安装孔的位置准确,误差小,便于后续组装。
技术研发人员:邝沃光
受保护的技术使用者:开平市惠普卫浴实业有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!