一种用于加工纬编机喂纱嘴的新型纱轮杆折弯装置的制作方法
本技术属于喂纱嘴配件加工工具领域,涉及一种用于加工纬编机喂纱嘴的新型纱轮杆折弯装置。
背景技术:
1、输纱轮是喂纱嘴的重要配件之一,输纱轮主要用于将纱架上的纱线牵引给织针,输纱轮包括导纱轮体和纱轮杆,纱轮杆作为导纱轮体的轴杆,根据纱线走位的需要,导纱轮体也需要同时进行牵引角度以及牵引位置的调整,这种情况下就需要将纱轮杆进行折弯处理从而来满足导纱轮体的定位需要,目前,对于纱轮杆的折弯操作主要还是通过工人将纱轮杆平放于模块上然后利用手动冲压机来对纱轮杆进行压弯处理,由于模块上的凹槽槽宽都是固定不变的,所以纱轮杆压弯的角度都一样,因此需要不同弯曲角度的纱轮杆就需要频繁更换具有不同凹槽槽宽的模块。
技术实现思路
1、为了解决上述问题,本实用新型提供一种用于加工纬编机喂纱嘴的新型纱轮杆折弯装置,它能灵活调节压弯成型凹槽的宽度,适用范围更广,实用性更强。
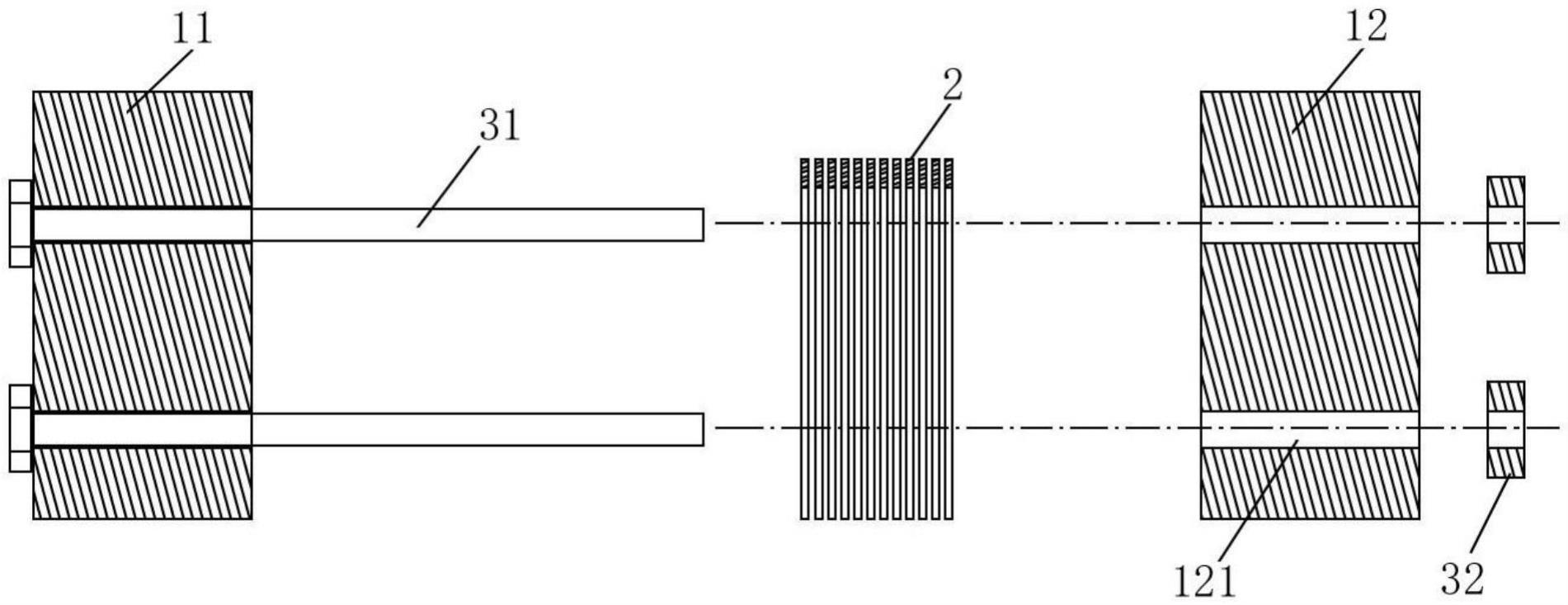
2、本实用新型通过如下技术方案予以实现:一种用于加工纬编机喂纱嘴的新型纱轮杆折弯装置,它是由第一方体型座块、第二方体型座块、竖向插片、横向栓杆、锁紧螺母组成,其特征在于,
3、第一方体型座块通过车床钻有四个横向杆孔一,每个横向杆孔一均从第一方体型座块的左侧面贯穿至第一方体型座块的右侧面,四个横向杆孔一呈方形分布;
4、第二方体型座块通过车床钻有四个横向杆孔二,每个横向杆孔二均从第二方体型座块的左侧面贯穿至第二方体型座块的右侧面,四个横向杆孔二呈方形分布;
5、第一方体型座块与第二方体型座块左右对称设置,四个横向杆孔一与四个横向杆孔二分别一一对应从而形成四条用于串接横向栓杆的横向导向轨道,每条横向导向轨道对应串接一根横向栓杆;
6、四根横向栓杆作为第一方体型座块与第二方体型座块之间间距调节的导向柱,每根横向栓杆的右杆端均能旋入一颗锁紧螺母;
7、第一方体型座块与第二方体型座块的间隙能插入2~40块竖向插片,每块竖向插片的厚度均为1.5mm,每块竖向插片均通过车床切割有左右两道倒u形插槽,每块竖向插片均能通过倒u形插槽向下卡入横向栓杆中;
8、竖向插片的高度低于第一方体型座块、第二方体型座块的高度;
9、第一方体型座块与第二方体型座块的顶面作为平放纱轮杆的平台。
10、本实用新型通过夹具紧固于手啤机或者手动冲压机的竖向冲压杆的正下方,手啤机或者手动冲压机的竖向冲压杆下行后能将平置的纱轮杆压弯,由于不同数量的竖向插片叠合在一起并拧紧锁紧螺母后能使第一方体型座块与第二方体型座块形成不同的间距,所以不同的间距就形成了不同的凹槽槽宽,不同的凹槽槽宽就能压弯出不同弯曲角度的纱轮杆。
11、本实用新型的有益效果在于,它能灵活调节压弯成型凹槽的宽度,适用范围更广,实用性更强。
12、下面结合附图对本实用新型作进一步详细说明。
技术特征:
1.一种用于加工纬编机喂纱嘴的新型纱轮杆折弯装置,它是由第一方体型座块(11)、第二方体型座块(12)、竖向插片(2)、横向栓杆(31)、锁紧螺母(32)组成,其特征在于,
技术总结
一种用于加工纬编机喂纱嘴的新型纱轮杆折弯装置,第一方体型座块与第二方体型座块左右对称设置,四个横向杆孔一与四个横向杆孔二分别一一对应从而形成四条用于串接横向栓杆的横向导向轨道,每条横向导向轨道对应串接一根横向栓杆;四根横向栓杆作为第一方体型座块与第二方体型座块之间间距调节的导向柱,每根横向栓杆的右杆端均能旋入一颗锁紧螺母;第一方体型座块与第二方体型座块的间隙能插入2~40块竖向插片。本技术能灵活调节压弯成型凹槽的宽度,适用范围更广,实用性更强。
技术研发人员:梁静,刘桓宇
受保护的技术使用者:泉州添纱机械有限公司
技术研发日:20221220
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!