一种门框焊接定位工装的制作方法
本技术涉及焊接工装,特别涉及一种门框焊接定位工装。
背景技术:
1、目前大部分门框的生产都为分体式,将多个门框框架边板和其他零部件通过拼接焊接的方式组装在一起,而门框在生产加工过程中需要定位工装对其辅助焊接,在对门框进行焊接时,先将门框框架在工作台上摆放成型,为了防止焊接时框架受力移动,通过滑动工作台上设置的夹持挡板,夹住门框框架的两侧后,再对夹持挡板进行固定,最后对框架进行焊接,由于门框连接部被切成斜角,人工拼接时容易造成连接部位错位,造成焊接后的门框形状变形,而且在拼接过程中,人工调整时间较长,生产效率低;也有采用通过先焊接一个直角边两侧的门框,然后在把一对直角门框拼接成矩形门框,再进行焊接,这种分步拼接焊接的方式,可以降低拼接难度,但由于焊接工艺步骤较多,需要花费过多的工时,生产效率低。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供一种门框焊接定位工装,通过一次将门框拼接成矩形,进行定位,提高门框焊接精度,提高了生产效率。
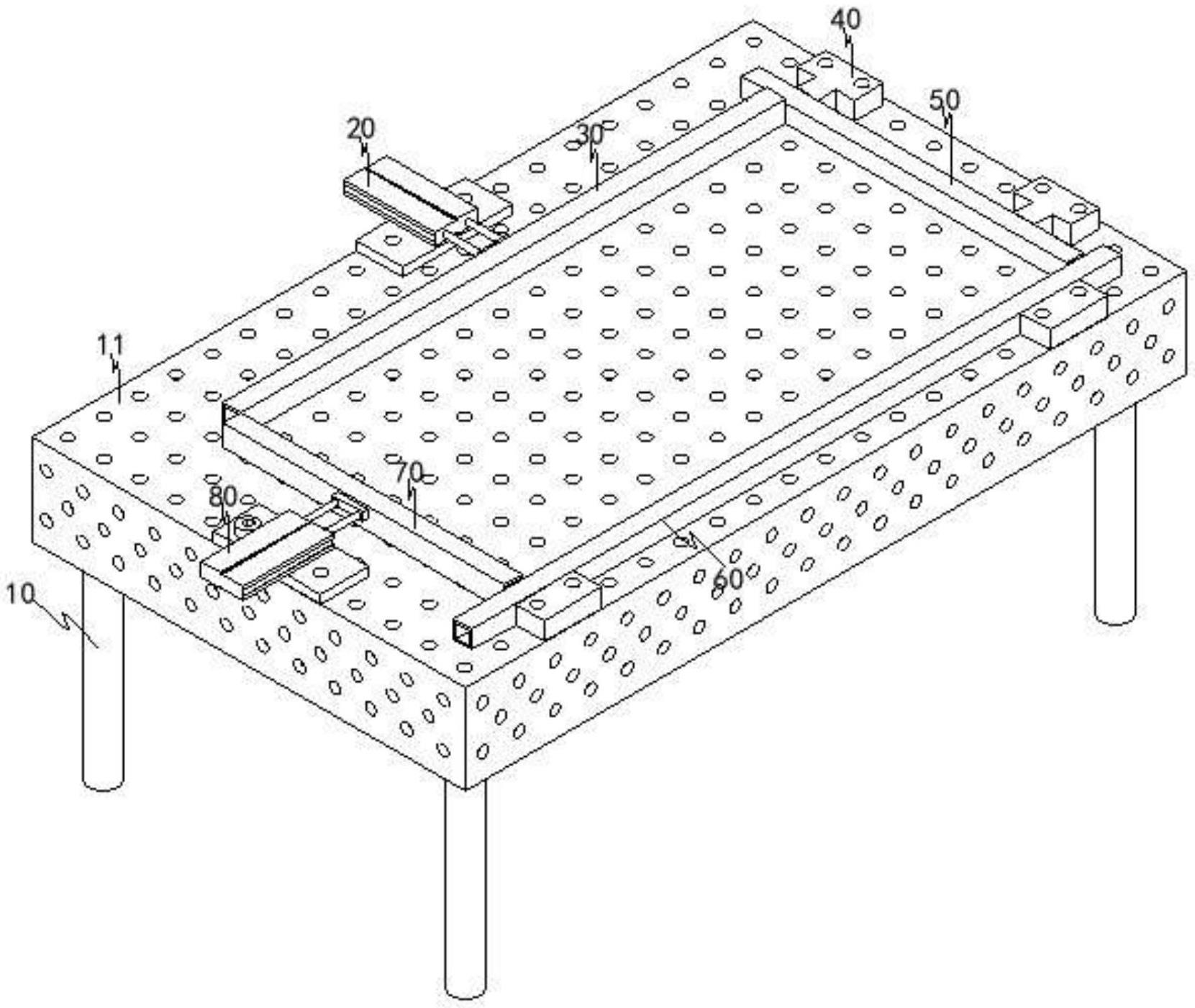
2、为了实现上述目的,本实用新型采用了如下技术方案:一种门框焊接定位工装,包括机架,所述机架上设有第一定位件和第二定位件,所述第一定位件与所述第二定位件相互呈90度设置,且所述第一定位件一端与所述第二定位件一端抵接,在所述第二定位件另一端对应的机架上设有第一压紧件,所述第一压紧件相对于第一定位件设置,在远离第一定位件的所述第一压紧件一侧的机架上设有第一驱动机构,所述第一驱动机构与所述第一压紧件连接;在所述第一定位件另一端对应的机架上设有第二压紧件,所述第二压紧件相对于第二定位件设置,在远离第二定位件的所述第二压紧件一侧的机架上设有第二驱动机构,所述第二驱动机构与所述第二压紧件连接。
3、为了结构简单,方便制造,进一步优选的技术方案还有,所述第一定位件与所述第二定位件为方管。
4、为了结构简单,方便制造,进一步优选的技术方案还有,所述第一压紧件与所述第二压紧件为方管。
5、为了结构简单,使用方便,进一步优选的技术方案还有,所述第一驱动机构为气缸或液压缸。
6、为了结构简单,使用方便,进一步优选的技术方案还有,所述第二驱动机构为气缸或液压缸。
7、与现有技术相比,本实用新型的有益效果是:通过所述第一定位件与所述第二定位件形成的对门框边框的定位拼接,然后通过第一压紧件和第二压降件一次性将边框拼接成固定的矩形结构,通过一次将门框拼接成矩形,进行定位,提高门框焊接精度,提高了生产效率。
技术特征:
1.一种门框焊接定位工装,其特征在于,包括机架,所述机架上设有第一定位件和第二定位件,所述第一定位件与所述第二定位件相互呈90度设置,且所述第一定位件一端与所述第二定位件一端抵接,在所述第二定位件另一端对应的机架上设有第一压紧件,所述第一压紧件相对于第一定位件设置,在远离第一定位件的所述第一压紧件一侧的机架上设有第一驱动机构,所述第一驱动机构与所述第一压紧件连接;在所述第一定位件另一端对应的机架上设有第二压紧件,所述第二压紧件相对于第二定位件设置,在远离第二定位件的所述第二压紧件一侧的机架上设有第二驱动机构,所述第二驱动机构与所述第二压紧件连接。
2.如权利要求1所述一种门框焊接定位工装,其特征在于,所述第一定位件与所述第二定位件为方管。
3.如权利要求1所述一种门框焊接定位工装,其特征在于,所述第一压紧件与所述第二压紧件为方管。
4.如权利要求1所述一种门框焊接定位工装,其特征在于,所述第一驱动机构为气缸或液压缸。
5.如权利要求1所述一种门框焊接定位工装,其特征在于,所述第二驱动机构为气缸或液压缸。
技术总结
本技术公开了一种门框焊接定位工装,包括机架,所述机架上设有第一定位件和第二定位件,所述第一定位件与所述第二定位件相互呈90度设置,且所述第一定位件一端与所述第二定位件一端抵接,在所述第二定位件另一端对应的机架上设有第一压紧件,所述第一压紧件相对于第一定位件设置,在远离第一定位件的所述第一压紧件一侧的机架上设有第一驱动机构,所述第一驱动机构与所述第一压紧件连接;在所述第一定位件另一端对应的机架上设有第二压紧件,所述第二压紧件相对于第二定位件设置,在远离第二定位件的所述第二压紧件一侧的机架上设有第二驱动机构,所述第二驱动机构与所述第二压紧件连接;通过一次将门框拼接成矩形,定位,提高门框焊接精度。
技术研发人员:承叶,陈建明,张衡
受保护的技术使用者:江苏海陆科技股份有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!