一种铁芯生产冲压成型装置的制作方法
本技术涉及冲压,具体为一种铁芯生产冲压成型装置。
背景技术:
1、已公布的授权公告号为cn215786052u的专利中,公开了种恒温水浴装置,上述方案中,所述缓冲机构达到提高冲压成型装置冲头缓冲效果的作用,在冲压过程中,通过第二缓冲弹簧起到初步的缓冲作用,然后固定杆受力带动滑块向下移动,通过限位板压缩第一缓冲弹簧,通过第一缓冲弹簧和弹力尺的配合使用,能够有效的实现冲头的缓冲,提高了对冲头的保护效果,同时达到提高冲压成型装置冲压效果的作用;所述限位机构实现了便于固定以及拆装支撑座的作用,通过电机带动第一锥齿轮转动,第一锥齿轮带动第二锥齿轮转动,从而使得螺纹杆进行转动,在螺纹杆旋转时,套管在螺纹管的外表面移动,移动的螺纹杆带动第一固定块移动,直到第一固定块与第二固定块夹持住支撑座,从而对支撑座进行安装、拆卸,操作简单,便于更换。
2、以上装置在使用的过程中,在对冲压时需要对铁芯进行固定,而现有的铁芯生产冲压成型装置,在冲压时只能对一种模具的铁芯进行固定,无法对不同大小的铁芯进行固定的问题,从而降低了铁芯生产冲压成型装置的使用效果。
技术实现思路
1、本实用新型的目的在于提供一种铁芯生产冲压成型装置,解决了背景技术中所提出的问题。
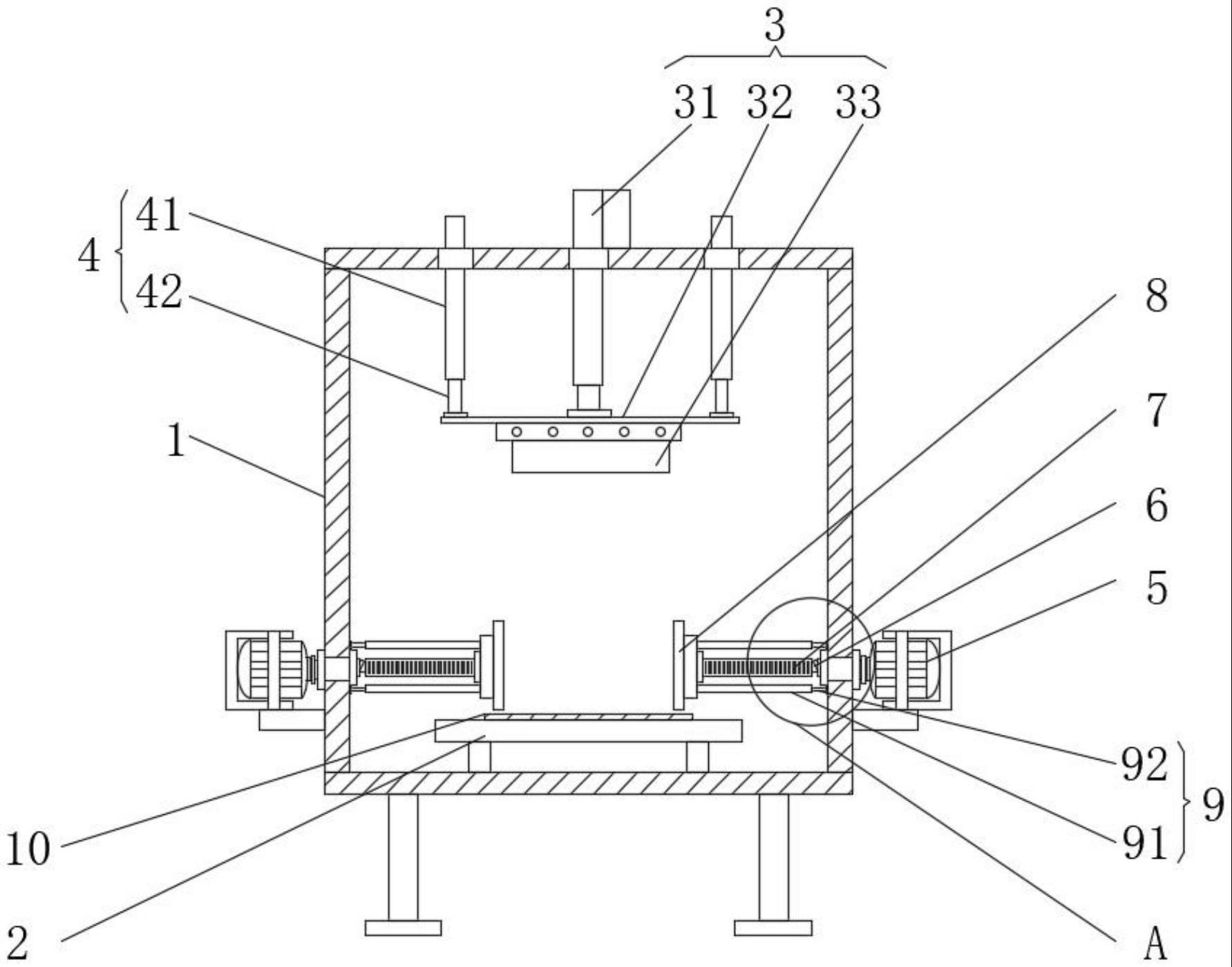
2、本申请实施例提供了一种铁芯生产冲压成型装置,包括支撑架,所述支撑架的内部固定连接有支撑台,所述支撑架的顶部设置有冲压机构,所述冲压机构的顶部设置有导向机构,所述支撑架的一侧固定连接有一号电机,所述一号电机的输出轴上固定连接有螺杆,所述螺杆的外部螺纹连接有螺纹套,所述螺纹套的一侧固定连接有夹块,所述夹块的一侧设置有限位机构。
3、通过采用上述技术方案,本申请技术方案通过一号电机、螺杆、螺纹套、夹块、限位机构、限位套和限位杆,可以更好的对不同大小的铁芯进行固定,避免了现有的铁芯生产冲压成型装置,在冲压时只能对一种模具的铁芯进行固定,无法对不同大小的铁芯进行固定的问题,从而提高了铁芯生产冲压成型装置的使用效果。
4、可选的,支撑台的顶部固定连接有防滑块。
5、通过采用上述技术方案,通过支撑台和防滑块,可以更好的对放置在上方的物品进行增大摩擦力。
6、可选的,冲压机构包括冲压机,且冲压机与支撑架固定连接所述冲压机的输出杆上固定连接有支撑板,所述支撑板的底部固定连接有冲压块。
7、通过采用上述技术方案,通过冲压机上的输出杆带动支撑板进行移动,再由支撑板带动冲压块进行移动,可以更好的进行冲压。
8、可选的,导向机构包括导向套,且导向套与支撑架固定连接,所述导向套的内部滑动连接有导向杆,且导向杆与支撑板固定连接。
9、通过采用上述技术方案,通过导向机构上的导向套和导向杆,可以更好的对支撑板进行支撑,防止支撑板在冲压时出现偏移的情况。
10、可选的,一号电机的外部固定安装有防护套。
11、通过采用上述技术方案,通过一号电机上的输出轴带动螺杆进行转动,再由螺杆带动螺纹套进行移动,再由螺纹套带动夹块进行移动,可以更好的铁芯进行固定。
12、可选的,限位机构包括限位套,且限位套与夹块固定连接,所述限位套的内部滑动连接限位杆,且限位杆与支撑架固定连接。
13、通过采用上述技术方案,通过限位机构上的限位套和限位杆,可以更好的对夹块进行限位,防止夹块在移动时出现偏移的情况。
14、与现有技术相比,本申请技术方案的有益效果如下:
15、本申请技术方案通过一号电机、螺杆、螺纹套、夹块、限位机构、限位套和限位杆,可以更好的对不同大小的铁芯进行固定,避免了现有的铁芯生产冲压成型装置,在冲压时只能对一种模具的铁芯进行固定,无法对不同大小的铁芯进行固定的问题,从而提高了铁芯生产冲压成型装置的使用效果。
技术特征:
1.一种铁芯生产冲压成型装置,包括支撑架(1),其特征在于:所述支撑架(1)的内部固定连接有支撑台(2),所述支撑架(1)的顶部设置有冲压机构(3),所述冲压机构(3)的顶部设置有导向机构(4),所述支撑架(1)的一侧固定连接有一号电机(5),所述一号电机(5)的输出轴上固定连接有螺杆(6),所述螺杆(6)的外部螺纹连接有螺纹套(7),所述螺纹套(7)的一侧固定连接有夹块(8),所述夹块(8)的一侧设置有限位机构(9)。
2.根据权利要求1所述的一种铁芯生产冲压成型装置,其特征在于,支撑台(2)的顶部固定连接有防滑块(10)。
3.根据权利要求1所述的一种铁芯生产冲压成型装置,其特征在于,冲压机构(3)包括冲压机(31),且冲压机(31)与支撑架(1)固定连接所述冲压机(31)的输出杆上固定连接有支撑板(32),所述支撑板(32)的底部固定连接有冲压块(33)。
4.根据权利要求1所述的一种铁芯生产冲压成型装置,其特征在于,导向机构(4)包括导向套(41),且导向套(41)与支撑架(1)固定连接,所述导向套(41)的内部滑动连接有导向杆(42),且导向杆(42)与支撑板(32)固定连接。
5.根据权利要求1所述的一种铁芯生产冲压成型装置,其特征在于,一号电机(5)的外部固定安装有防护套。
6.根据权利要求1所述的一种铁芯生产冲压成型装置,其特征在于,限位机构(9)包括限位套(91),且限位套(91)与夹块(8)固定连接,所述限位套(91)的内部滑动连接限位杆(92),且限位杆(92)与支撑架(1)固定连接。
技术总结
本技术涉及冲压技术领域,公开了一种铁芯生产冲压成型装置,包括支撑架,所述支撑架的内部固定连接有支撑台,所述支撑架的顶部设置有冲压机构,所述冲压机构的顶部设置有导向机构,所述支撑架的一侧固定连接有一号电机,所述一号电机的输出轴上固定连接有螺杆,所述螺杆的外部螺纹连接有螺纹套,所述螺纹套的一侧固定连接有夹块。本申请技术方案通过一号电机、螺杆、螺纹套、夹块、限位机构、限位套和限位杆,可以更好的对不同大小的铁芯进行固定,避免了现有的铁芯生产冲压成型装置,在冲压时只能对一种模具的铁芯进行固定,无法对不同大小的铁芯进行固定的问题,从而提高了铁芯生产冲压成型装置的使用效果。
技术研发人员:刘芳,宋旭阳,高荣荣
受保护的技术使用者:上海极欧电力科技有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!