高精密零配件脱模冲压设备的制作方法
本技术涉及冲压模具,具体为高精密零配件脱模冲压设备。
背景技术:
1、冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模),冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、现有的冲压模具不具有除尘功能,冲压模具在对高精密配件冲压时,对模腔内平整度要求较高,一个灰尘颗粒也会大大影响冲压质量,从而微小的灰尘颗粒难以看清,从而导致其在冲压模具内长期影响冲压质量,造成大批量产品不合格。
3、例如授权公告号cn216065060u中公开的一种便于脱模的模具冲压设备,包括安装桌,安装桌上端安装有下模具,下模具内部中央开设有与安装孔连通的第一滑槽,下模具内部左右两侧对称开设有第二滑槽,两个第二滑槽均与第一滑槽连通,下模具上端左右两侧开设有分别与两个第二滑槽连通的第二安装孔,两个有滑台相互靠近一侧安装有第一连杆,两个滑台相远离一侧均设有斜面,两根导向柱下端分别伸入第二滑槽固定连接有顶板,气缸的伸缩杆下端伸入支架且安装有与下模具相匹配的上模具,两根导向柱上端伸出第二安装孔与上模具固定连接,支架一侧安装有控制器。
4、上述公开的一种便于脱模的模具冲压设备也存在上述问题,该冲压模具的冲压模腔较深,当冲压模腔内存在杂质颗粒时,无法及时发现,从而导致冲压的零件大批量不合格,大大影响产品质量,因此需要一种高精密零配件脱模冲压设备来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供高精密零配件脱模冲压设备,以解决现有技术中冲压模具不具有除尘功能导致模腔内存在微小灰尘颗粒时影响产品质量的问题。
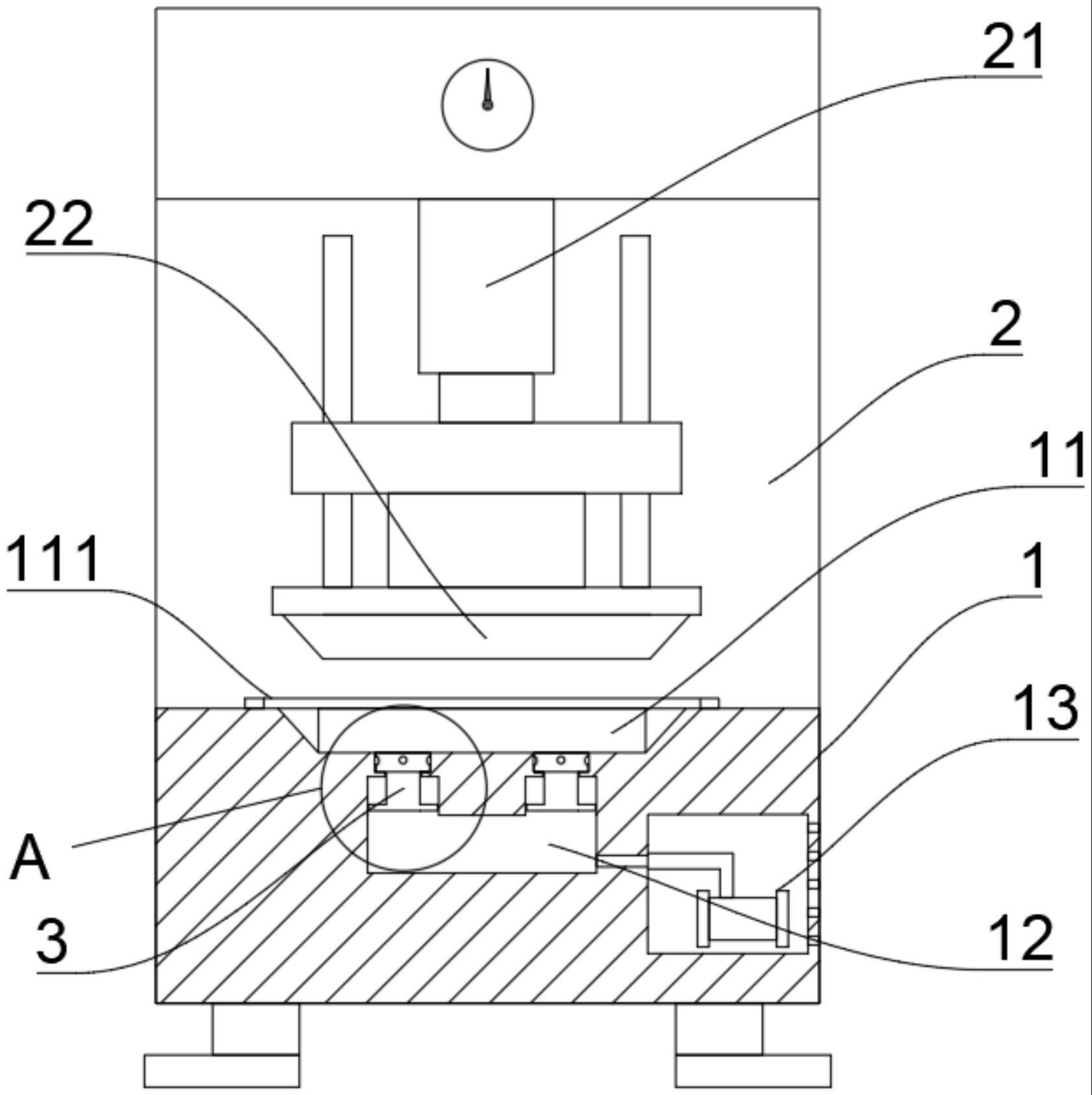
2、为实现上述目的,本实用新型提供如下技术方案:高精密零配件脱模冲压设备,包括设备座和冲压头,所述设备座的上端面设置有吊臂,所述吊臂的下端面设置有液压伸缩杆,所述冲压头安装在液压伸缩杆的下端面,所述设备座的上端面设置有冲压模腔,所述冲压模腔的底部设置有滑孔,所述滑孔内设置顶板,所述顶板底部设置有进气孔道,所述顶板的侧端面设置有排气孔道,所述滑孔的下端设置有气腔,所述设备作用内设置有空压机,所述空压机与气腔通过波纹管贯通连接。
3、优选的,所述顶板插入滑孔内与设备底座滑动密封连接,使空压机向气腔内加压时,顶板在气压的作用下能够向上滑动,从而将冲压完成的零件顶起,方便取出。
4、优选的,所述滑孔内设置有限位板,通过限位板控制顶板下落时的高度,使顶板的上端面与冲压模腔的底部上端面平齐。
5、优选的,所述排气孔道为四组螺旋状通孔,所述顶板为圆柱形结构,所述顶板与设备底座转动连接,当顶板在气压作用下顶起时,气腔内的气体通过进气孔道进入顶板内,再由排气孔道排出,从而使顶板能够在喷气的反作用力下进行旋转,将灰尘吹出冲压模腔。
6、优选的,所述排气孔道与水平面的角度为十五度,略微下倾排气孔道使提升吹尘效果。
7、优选的,所述进气孔道的直径大于出气管道的直径,避免出气管道的出气压力过小,顶板无法旋转。
8、优选的,所述冲压模腔的边缘设置有挡尘条,通过挡尘条避免吹走的灰尘颗粒再次回落至冲压模腔内。
9、与现有技术相比,本实用新型的有益效果是:
10、1.本实用新型通过在冲压模腔的底部设置滑动兼转动连接的顶板,使顶板将配件顶起,从而方便将冲压完成的配件取出,提升了冲压效率。
11、2.本实用新型通过在顶部上设置进气孔道和排气孔道,顶板在气压的作用下边旋转边向侧端面喷射气体,将冲压模腔内的灰尘颗粒吹走,方便下次压模,从而避免尘埃在冲压模腔内造成大批量产品不合格。
技术特征:
1.高精密零配件脱模冲压设备,其特征在于,包括:
2.根据权利要求1所述的高精密零配件脱模冲压设备,其特征在于:所述顶板(3)插入滑孔(14)内与设备底座滑动密封连接。
3.根据权利要求1所述的高精密零配件脱模冲压设备,其特征在于:所述滑孔(14)内设置有限位板(141)。
4.根据权利要求1所述的高精密零配件脱模冲压设备,其特征在于:所述排气孔道(32)为四组螺旋状通孔,所述顶板(3)为圆柱形结构,所述顶板(3)与设备底座转动连接。
5.根据权利要求1所述的高精密零配件脱模冲压设备,其特征在于:所述排气孔道(32)与水平面的角度为十五度。
6.根据权利要求1所述的高精密零配件脱模冲压设备,其特征在于:所述进气孔道(31)的直径大于出气管道的直径。
7.根据权利要求1所述的高精密零配件脱模冲压设备,其特征在于:所述冲压模腔(11)的边缘设置有挡尘条(111)。
技术总结
本技术公开了高精密零配件脱模冲压设备,包括设备座和冲压头,设备座的上端面设置有吊臂,吊臂的下端面设置有液压伸缩杆,冲压头安装在液压伸缩杆的下端面,设备座的上端面设置有冲压模腔,冲压模腔的底部设置有滑孔,滑孔内设置顶板,顶板底部设置有进气孔道,顶板的侧端面设置有排气孔道,滑孔的下端设置有气腔,设备作用内设置有空压机,空压机与气腔通过波纹管贯通连接。本技术通过在冲压模腔的底部设置滑动兼转动连接的顶板,使顶板将配件顶起,从而方便将冲压完成的配件取出,提升了冲压效率,本技术通过在冲压模腔的底部设置滑动兼转动连接的顶板,使顶板将配件顶起。
技术研发人员:张卫桂
受保护的技术使用者:深圳市高展科技有限公司
技术研发日:20221224
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!