一种高精密多方向焊接载具的制作方法
本技术属于自动化,具体涉及一种高精密多方向焊接载具。
背景技术:
1、近些年来,随着科学技术的发展,手机、汽车等电子行业需要的电子零件组装焊接工艺逐渐的精密化、复杂化,因此要求焊接机构须具备高精度、高效率、多方向、多组件同时焊接的能力。在目前自动化自动焊接设备中,随着产品焊接工艺的变化,难以满足对焊接工艺的精度,效率,多方向,多组件同时焊接的要求,往往会加深各类成本。
技术实现思路
1、实用新型目的:为解决现有技术设备在焊接工艺的精度、效率、多方向、多组件等方面不能满足客户需求的难点,本实用新型提出了一种高精密多方向焊接载具,具有高精密、高效率、多方向焊接的能力,适用于高精密组装焊接。
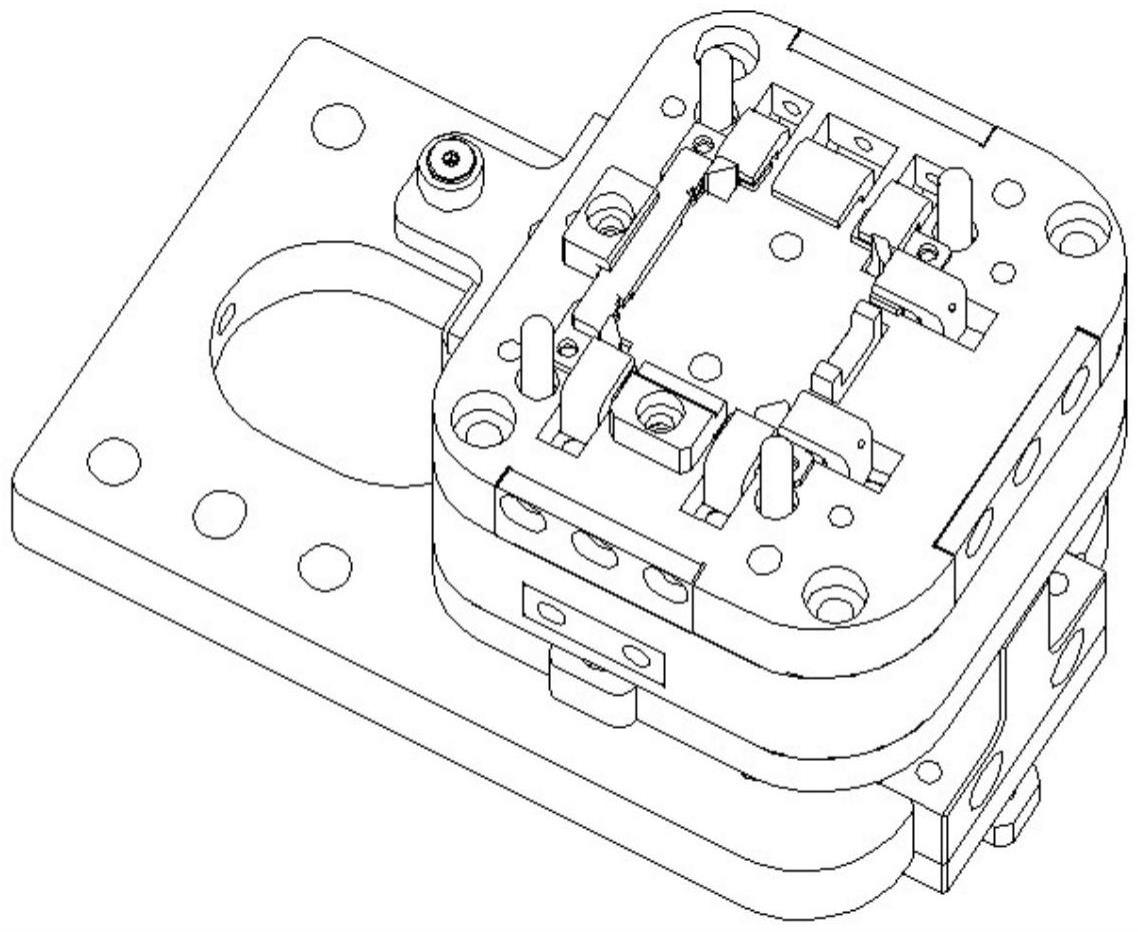
2、技术方案:一种高精密多方向焊接载具,包括旋转机构、限位机构、夹紧机构和驱动机构;
3、所述旋转机构包括固定板和旋转轴,所述旋转轴设置在固定板的孔位上;
4、所述限位机构包括第一主体块、连接板、挡位块、滑动块、产品组件限位块、升降辅助pin和第二弹簧;所述第一主体块固定在连接板上,该第一主体块的中间设有用于放置滑动块的空间;所述挡位块设置在第一主体块内;所述滑动块设置在第一主体块的空间内,所述产品组件限位块通过第二弹簧部分设置在滑动块内,所述升降辅助pin设置在滑动块的正面和反面;在所述滑动块外表面设有上限位槽口和下限位槽口,所述挡位块与滑动块接触,挡位块与上限位槽口配合,用于限制滑动块向上的运动位移;挡位块与下限位槽口配合,用于限制滑动块向下的运动位移;所述产品组件限位块向上延伸出滑动块上表面;
5、所述限位机构设置在旋转机构上,该旋转机构可带动限位机构进行旋转;
6、所述夹紧机构包括第二主体块、限位基准块、驱动块、产品夹紧块和第三弹簧;所述限位基准块固定在第二主体块上;所述产品夹紧块通过第三弹簧设置在第二主体块上;且产品夹紧块与限位基准块面对面设置;所述驱动块活动设置在第二主体块内,且该驱动块远离凸轮滚子的一端与产品夹紧块接触,通过驱动块作用产品夹紧块,对产品进行夹紧或松开;
7、所述夹紧机构设置在限位机构上,该限位机构的产品组件限位块向上延伸穿过驱动块与产品接触;该限位机构的升降辅助pin向上延伸穿过第二主体块;该驱动块在夹紧机构与限位机构之间向内或向外运动;
8、所述驱动机构包括带动旋转轴旋转的第一驱动机构和带动驱动块运动的第二驱动机构。
9、进一步的,还包括定位机构,所述定位机构包括pin滑动块、定位pin、第一弹簧和弹簧限位块;所述定位pin设置在pin滑动块的内部,且该定位pin向上延伸出pin滑动块的上表面,所述第一弹簧设置在定位pin和pin滑动块之间,所述弹簧限位块设置在pin滑动块的下表面,该定位pin向下延伸依次穿过pin滑动块的下表面和弹簧限位块的下表面;
10、所述定位机构固定在旋转机构的固定板的一侧,该定位机构的定位pin的上端与限位机构的连接板接触,用于限制旋转机构旋转。
11、进一步的,所述驱动机构还包括拉动定位pin的第三驱动机构。
12、进一步的,所述产品包括产品主体和产品组件。
13、有益效果:与现有技术相比,采用本实用新型的焊接载具可实现高精度、高效率、多方向、多组件同时实现焊接,大幅度提高焊接效率,大大降低时间成本和减少人工操作。
技术特征:
1.一种高精密多方向焊接载具,其特征在于:包括旋转机构、限位机构、夹紧机构和驱动机构;
2.根据权利要求1所述的一种高精密多方向焊接载具,其特征在于:还包括定位机构,所述定位机构包括pin滑动块、定位pin、第一弹簧和弹簧限位块;所述定位pin设置在pin滑动块的内部,且该定位pin向上延伸出pin滑动块的上表面,所述第一弹簧设置在定位pin和pin滑动块之间,所述弹簧限位块设置在pin滑动块的下表面,该定位pin向下延伸依次穿过pin滑动块的下表面和弹簧限位块的下表面;
3.根据权利要求2所述的一种高精密多方向焊接载具,其特征在于:所述驱动机构还包括拉动定位pin的第三驱动机构。
4.根据权利要求1所述的一种高精密多方向焊接载具,其特征在于:所述产品包括产品主体和产品组件。
技术总结
本技术公开了一种高精密多方向焊接载具,包括旋转机构、定位机构、限位机构、夹紧机构和驱动机构;其中,旋转机构设置在限位机构的下方,用于带动限位机构进行旋转,定位机构设置在旋转机构一侧,用于对限制旋转机构旋转;夹紧机构设置在限位机构上,用于夹紧产品;驱动机构用于对相应的机构进行动作。
技术研发人员:刘松坡
受保护的技术使用者:昆山博思达自动化设备科技有限公司
技术研发日:20221226
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!