一种瓶盖冲压制备装置的制作方法
本发明属于冲压设备,具体是涉及一种瓶盖冲压制备装置。
背景技术:
1、金属瓶盖适用于各种瓶罐的封装,也可循环使用,随着工业化的进程,自动化机器出现后,原来手工加盖的方式变成了工业加盖,加工方式也由原先脚踩式的压机变成自动化冲压设备。
2、在对瓶盖进行冲压制备时,首先需要将待加工的瓶盖片精确放置于冲压模具上,在这一过程中就需要在搬运瓶盖片之间对其进行定位校正,通常采用的有视觉检测相机校正或在夹料前进行机械定位,这些设备结构不仅价格高而且需要耗费一定时间才能进行定位,降低了生产效率。
技术实现思路
1、针对现有技术存在的不足,本发明实施例的目的在于提供一种瓶盖冲压制备装置,以解决上述背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:
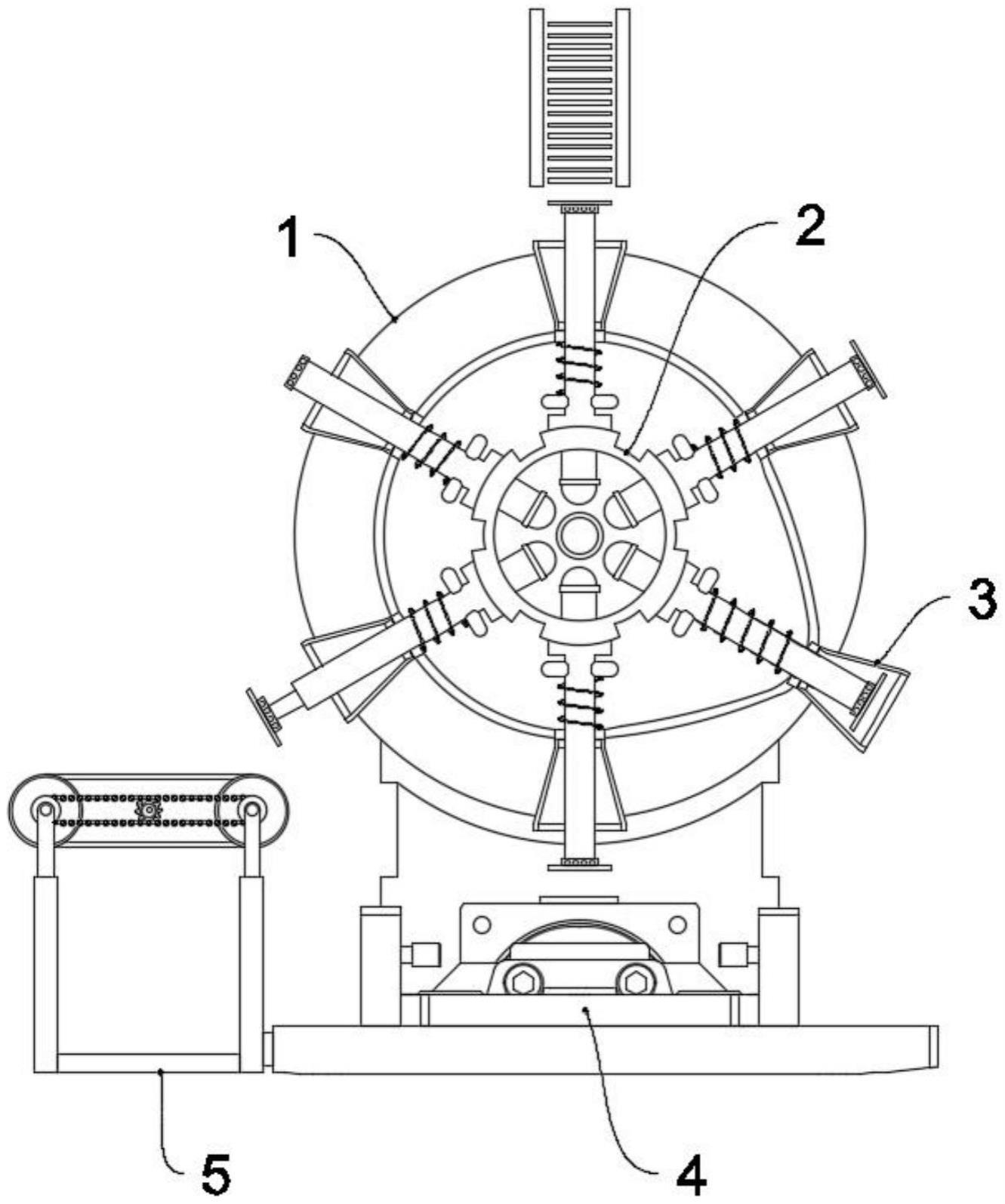
3、一种瓶盖冲压制备装置,包括基板组件,所述基板组件包括主基盘,所述主基盘上布设有初始流道、吸料流道、校正流道、冲压流道和卸料流道,所述初始流道、吸料流道、校正流道、冲压流道和卸料流道依次首尾相连;
4、吸盘机构,所述吸盘机构包括转盘件、导管和主气管,所述转盘件转动装配于主基盘一侧,所述转盘件上周向装配有若干个导管,所述导管中布设有主气管,所述主气管末端布设有吸嘴,所述吸嘴用于吸取和搬运待冲压的瓶盖;
5、校正组件,所述校正组件包括锥形件,所述锥形件弹性滑动装配于导管外,且朝向吸嘴一侧设置,用于定位所述吸嘴一侧吸取的瓶盖;
6、冲压机,所述冲压机布设于主基盘一侧,且靠近冲压流道一侧设置,用于冲压待制备的瓶盖;以及
7、排料流道,所述排料流道布设于卸料流道一侧,用于回收制备的瓶盖。
8、作为本发明进一步的方案,所述吸盘机构还包括副气管和活塞片,所述副气管活动布设于导管的内腔中且滑动装配于主气管一侧,所述副气管末端与所述吸嘴固定相接,所述活塞片滑动布设于导管的内腔中且与所述副气管固定相接。
9、作为本发明进一步的方案,所述吸盘机构还包括通气管和液压管,所述通气管和液压管装配于导管一端,且所述通气管与所述主气管相连通,所述液压管与所述导管相连通。
10、作为本发明进一步的方案,所述校正组件还包括上槽口和底槽口,所述上槽口滑动装配于导管外壁侧,用于限定所述锥形件的运动轨迹,且所述锥形件另一端还布设有底槽口,所述底槽口朝向吸嘴一侧设置。
11、作为本发明进一步的方案,所述校正组件还包括滑动杆,所述滑动杆固定布设于上槽口一端,且滑动装配于初始流道、吸料流道、校正流道、冲压流道和卸料流道中,用于驱动所述锥形件在导管上的滑动。
12、综上所述,本发明实施例与现有技术相比具有以下有益效果:
13、本发明通过滑动布设于导管上的锥形件,以及滑动插装于导管中的吸嘴,能够自动吸住待加工的瓶盖片进行上料冲压,并且在旋转过程中可自动进行瓶盖片的定位校正,省去了额外的机械定位步骤,提高了生产效率。
技术特征:
1.一种瓶盖冲压制备装置,其特征在于,所述瓶盖冲压制备装置包括:
2.根据权利要求1所述的一种瓶盖冲压制备装置,其特征在于,所述吸盘机构还包括副气管和活塞片,所述副气管活动布设于导管的内腔中且滑动装配于主气管一侧,所述副气管末端与所述吸嘴固定相接,所述活塞片滑动布设于导管的内腔中且与所述副气管固定相接。
3.根据权利要求1所述的一种瓶盖冲压制备装置,其特征在于,所述吸盘机构还包括通气管和液压管,所述通气管和液压管装配于导管一端,且所述通气管与所述主气管相连通,所述液压管与所述导管相连通。
4.根据权利要求1所述的一种瓶盖冲压制备装置,其特征在于,所述校正组件还包括上槽口和底槽口,所述上槽口滑动装配于导管外壁侧,用于限定所述锥形件的运动轨迹,且所述锥形件另一端还布设有底槽口,所述底槽口朝向吸嘴一侧设置。
5.根据权利要求4所述的一种瓶盖冲压制备装置,其特征在于,所述校正组件还包括滑动杆,所述滑动杆固定布设于上槽口一端,且滑动装配于初始流道、吸料流道、校正流道、冲压流道和卸料流道中,用于驱动所述锥形件在导管上的滑动。
技术总结
本发明公开了一种瓶盖冲压制备装置,属于冲压设备技术领域,包括主基盘、转盘件和校正组件,主基盘上布设有初始流道、吸料流道、校正流道、冲压流道和卸料流道,转盘件转动装配于主基盘一侧,转盘件上周向装配有若干个导管,导管中布设有主气管,主气管末端布设有吸嘴,校正组件包括锥形件,锥形件弹性滑动装配于导管外,且朝向吸嘴一侧设置,本发明通过滑动布设于导管上的锥形件,以及滑动插装于导管中的吸嘴,能够自动吸住待加工的瓶盖片进行上料冲压,并且在旋转过程中可自动进行瓶盖片的定位校正,省去了额外的机械定位步骤,提高了生产效率。
技术研发人员:董怀春
受保护的技术使用者:山东环球印铁制罐有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!