数控机床加工用管件装夹夹具的制作方法
本技术涉及数控机床设备,具体为数控机床加工用管件装夹夹具。
背景技术:
1、随着现代自动化发展,数控机床的应用已愈来愈广泛,作为数控机床夹具,除要满足机械加工时对工件的装夹要求外,还具有柔性可以适当调整即可夹持多种形状和尺寸的工件。
2、数控机床夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、夹具、可调夹具、组合夹具和拼装夹具五大类,现有机床夹具管件类的装夹,多是采用两夹块夹住管件两侧表面而将管件夹装固定。
3、但是装夹方式不仅容易对管件的表面造成破坏,且对管件装夹精度低,采用两夹块表面装夹还需人工手动操作完成,使装夹效率较低。
技术实现思路
1、基于此,本实用新型的目的是提供数控机床加工用管件装夹夹具,以解决上述背景技术提到的技术问题。
2、为实现上述目的,本实用新型提供如下技术方案:数控机床加工用管件装夹夹具,包括机床本体,所述机床本体的下端设有底座,且底座顶部设有定位块,所述定位块的上端设有多组挡板,且挡板和抓板固定连接,所述抓板上端设有气缸,且气缸的一端设有液压杆,所述液压杆的顶部设有底座,且底座的内壁活动安装有限位块,所述限位块的下端固定连接有背板。
3、通过采用上述技术方案,通过防撞块和弹簧的设置,防撞块在物料的两端避免物料发生破损,解决了易对管件的表面造成破坏的问题,通过挡板的设置,挡板下压定位块使定位块向内夹紧,解决了对管件装夹精度低的问题,通过两组抓板的设置,解决了需人工手动操作使装夹效率较低的问题。
4、本实用新型进一步设置为,所述限位块的一端设有拉杆,且拉杆的一端设有固定块,所述固定块的一端设有转轴,且转轴通过电机使转动。
5、通过采用上述技术方案,打开电机,使转轴转动转轴的转动带动固定块旋转,从而使拉杆带动限位块往复运动。
6、本实用新型进一步设置为,所述气缸的底部设有伸缩杆,且伸缩杆上拉连接杆使抓板向内夹紧。
7、通过采用上述技术方案,气缸带动伸缩杆向上拉动,使连接杆向上运动从而使抓板向内夹紧。
8、本实用新型进一步设置为,所述定位块的一端设有防撞块,且防撞块呈半弧形。
9、通过采用上述技术方案,挡板下压定位块使定位块向内夹紧,且防撞块在物料的两端避免物料发生破损,防撞块呈半弧形使其与物料接触面增多。
10、本实用新型进一步设置为,所述底座的顶部设有弹簧,且弹簧位于定位块的一端。
11、通过采用上述技术方案,抓板夹紧物料时,液压杆的带动使抓板下运动,从而放物料在弹簧上,弹簧起到对物料进行缓冲,使其表面不易发生破损。
12、本实用新型进一步设置为,所述定位块在底座上滑动,且定位块一端呈弧形状,且定位块顶部的一端呈切角状。
13、通过采用上述技术方案,把物料放在弹簧上,且挡板下压定位块使定位块向内夹紧,定位块顶部的一端呈切角状为了与挡板接触面增大,便于挡板下压定位块。
14、综上所述,本实用新型主要具有以下有益效果:
15、本实用新型通过防撞块和弹簧的设置,防撞块在物料的两端避免物料发生破损,解决了易对管件的表面造成破坏的问题,通过挡板的设置,挡板下压定位块使定位块向内夹紧,解决了对管件装夹精度低的问题,通过两组抓板的设置,解决了需人工手动操作使装夹效率较低的问题。
技术特征:
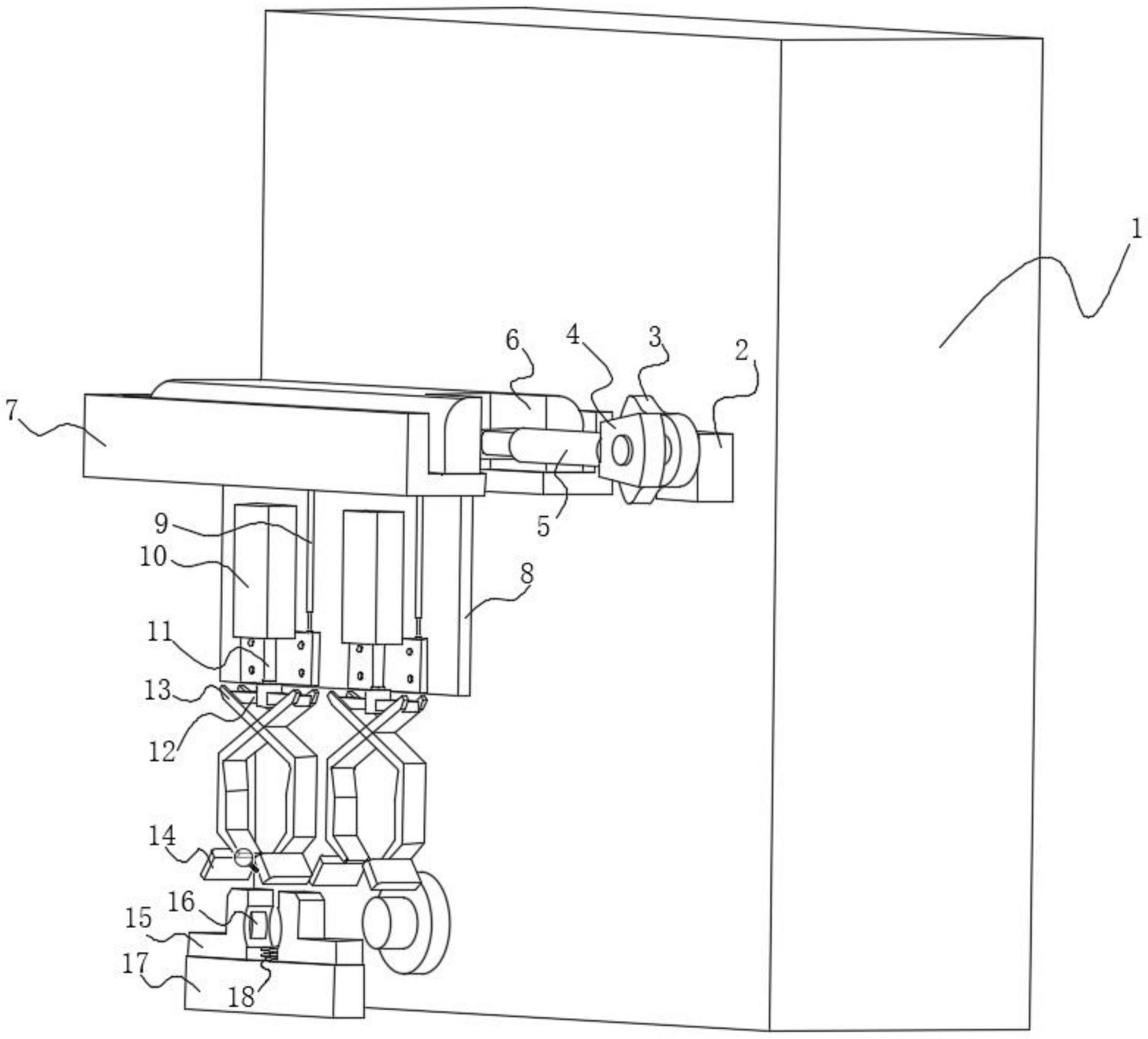
1.数控机床加工用管件装夹夹具,包括机床本体(1),其特征在于:所述机床本体(1)的下端设有底座(17),且底座(17)顶部设有定位块(15),所述定位块(15)的上端设有多组挡板(14),且挡板(14)和抓板(13)固定连接,所述抓板(13)上端设有气缸(10),且气缸(10)的一端设有液压杆(9),所述液压杆(9)的顶部设有框体(7),且框体(7)的内壁活动安装有限位块(6),所述限位块(6)的下端固定连接有背板(8)。
2.根据权利要求1所述的数控机床加工用管件装夹夹具,其特征在于:所述限位块(6)的一端设有拉杆(5),且拉杆(5)的一端设有固定块(4),所述固定块(4)的一端设有转轴(3),且转轴(3)通过电机(2)转动。
3.根据权利要求1所述的数控机床加工用管件装夹夹具,其特征在于:所述气缸(10)的底部设有伸缩杆(11),且伸缩杆(11)上拉连接杆(12)使抓板(13)向内夹紧。
4.根据权利要求1所述的数控机床加工用管件装夹夹具,其特征在于:所述定位块(15)的一端设有防撞块(16),且防撞块(16)呈半弧形。
5.根据权利要求1所述的数控机床加工用管件装夹夹具,其特征在于:所述底座(17)的顶部设有弹簧(18),且弹簧(18)位于定位块(15)的一端。
6.根据权利要求1所述的数控机床加工用管件装夹夹具,其特征在于:所述定位块(15)在底座(17)上滑动,且定位块(15)一端呈弧形状,且定位块(15)顶部的一端呈切角状。
技术总结
本技术公开了数控机床加工用管件装夹夹具,涉及数控机床设备技术领域,包括机床本体,所述机床本体的下端设有底座,且底座顶部设有定位块,所述定位块的上端设有多组挡板,且挡板和抓板固定连接,所述抓板上端设有气缸,且气缸的一端设有液压杆,所述液压杆的顶部设有底座,且底座的内壁活动安装有限位块,所述限位块的下端固定连接有背板。本技术防撞块在物料的两端避免物料发生破损,解决了易对管件的表面造成破坏的问题,通过挡板的设置,挡板下压定位块使定位块向内夹紧,解决了对管件装夹精度低的问题,通过两组抓板的设置,解决了需人工手动操作使装夹效率较低的问题。
技术研发人员:项雪伟,王俊仁
受保护的技术使用者:杭州军亮金属制品有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!