一种螺栓成型机的送料装置的制作方法
本申请涉及螺栓成型的,尤其是涉及一种螺栓成型机的送料装置。
背景技术:
1、螺栓的制造工艺包括退火、酸洗、抽线、成型等步骤,螺栓成型机是一种将盘卷材剪切、塑性加工,每分钟能生产数百个螺栓的高性能锻造设备,通过使用具有不同结构特点的螺栓成型机,从而得到具有各种不同形状的螺栓,盘卷材通常为成捆的钢丝,经过与螺栓成型机配套使用的送料装置将钢丝送入螺栓成型机内进行锻造。
2、在实现本申请过程中,发明人发现该技术中至少存在如下问题,通常成捆的钢丝在输送时由于自身的结构强度会自动弯曲,为了便于螺栓成型机对钢丝进行切割锻造,钢丝必须笔直进入螺栓成型机内,但是现有的装置并未对料丝进行笔直矫正处理,从而降低了后期螺栓成型的质量。
技术实现思路
1、为了改善上述提到通常成捆的钢丝在输送时由于自身的结构强度会自动弯曲,为了便于螺栓成型机对钢丝进行切割锻造,钢丝必须笔直进入螺栓成型机内,但是现有的装置并未对料丝进行笔直矫正处理,从而降低了后期螺栓成型质量的问题,本实用新型提供一种螺栓成型机的送料装置。
2、本申请提供一种螺栓成型机的送料装置,采用如下的技术方案:
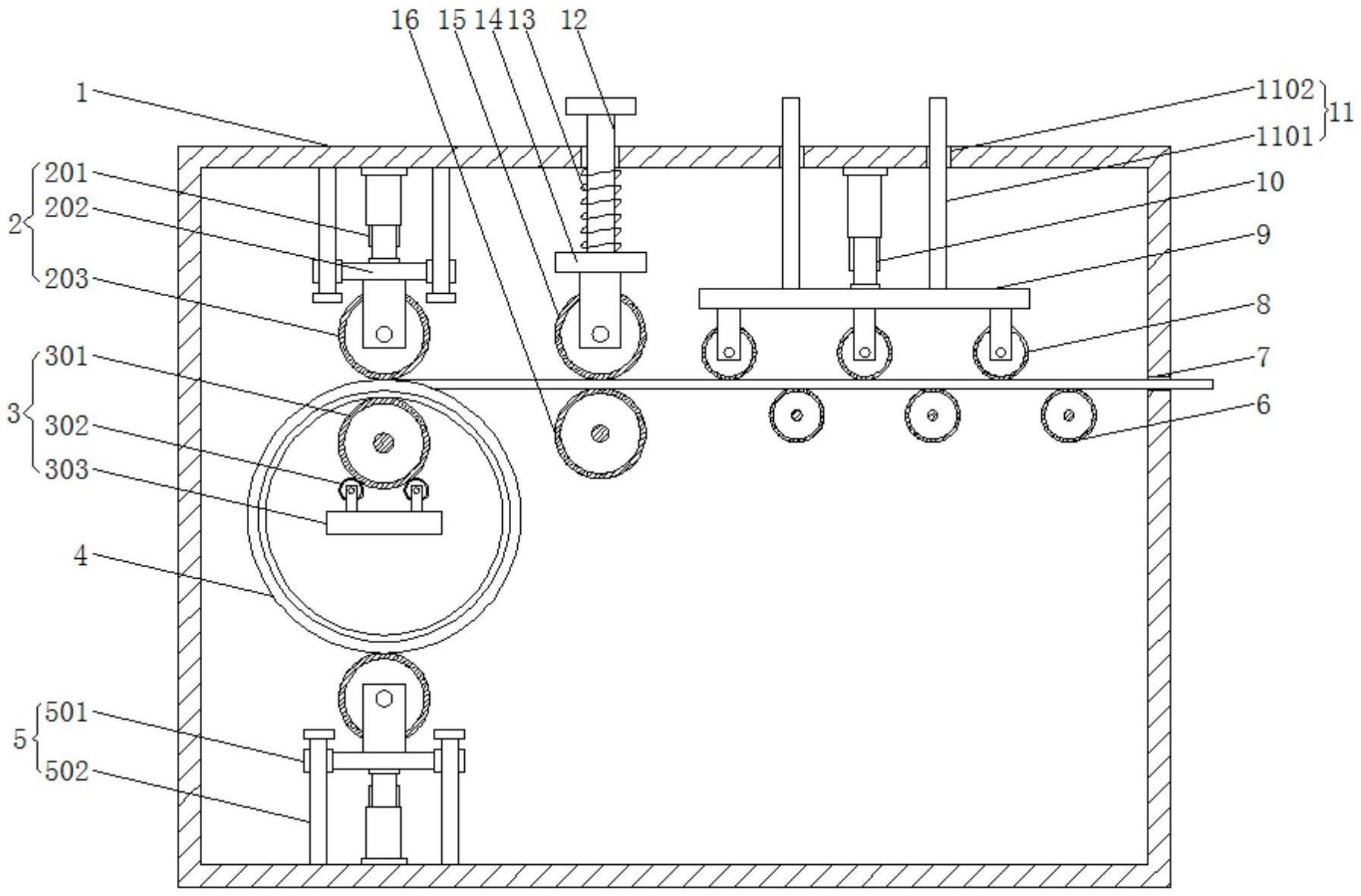
3、一种螺栓成型机的送料装置,包括安装座,所述安装座一侧的左端设置有支撑组件,所述支撑组件的外壁套接有料卷,所述料卷的顶部和底部均设置有限位组件,所述安装座一侧靠近所述料卷的一侧转动连接有第二压辊,所述安装座的顶部贯穿有活动杆,所述活动杆的底部安装有活动板,所述活动板的底部转动连接有第一压辊,所述活动杆的外壁套设有复位弹簧,所述复位弹簧位于所述活动板和安装座的内顶壁之间,所述安装座内顶壁远离所述活动杆的一端安装有第二电动推杆,所述第二电动推杆的输出端安装有安装板,所述安装板的底部等间距转动连接有第二矫正辊,所述安装座内腔靠近所述第二矫正辊的一端转动连接有第一矫正辊,所述第一矫正辊和所述第二矫正辊上下交错设置,所述安装座的右侧开设有出料口。
4、通过采用上述技术方案,通过支撑组件对料卷进行支撑,将钢丝从料卷上放出,当钢丝经过第一压辊和第二压辊中间时,上拉活动杆,活动杆带动活动板向上移动,使得复位弹簧被挤压,从而能够调整第一压辊和第二压辊之间的间距,当钢丝穿过第一压辊和第二压辊之间时,松开活动杆,在复位弹簧的弹力作用下,第一压辊紧贴着第二压辊的顶部,从而能够对经过的钢丝进行第一次矫正,钢丝继续向前传送,当钢丝经过第一矫正辊和第二矫正辊之间时,启动第二电动推杆,第二电动推杆伸出带动安装板向下移动,从而使得多组第二矫正辊紧贴着钢丝,将第一矫正辊和第二矫正辊上下交错设置,从而能够对经过的钢丝进行第二次矫正,使得装置对钢丝的矫正效果更好,矫正更彻底,为后期螺栓的成型提供了便利。
5、可选的,所述限位组件包括两组第一电动推杆,两组所述第一电动推杆安装在所述安装座内腔的顶部和底部,两组所述第一电动推杆的输出端均安装有升降板,两组所述升降板靠近所述料卷的一端均转动连接有限位辊。
6、通过采用上述技术方案,第一电动推杆伸出带动升降板移动,升降板移动时带动限位辊朝着料卷的方向移动,从而能够对料卷进行限位,尽量避免料卷在旋转放料的过程中产生大范围摆动。
7、可选的,所述升降板与所述安装座之间设置有滑动组件,所述滑动组件包括滑杆,所述滑杆安装在所述安装座内腔靠近所述第一电动推杆的一端,所述滑杆的外壁套设有滑套,所述滑套与所述升降板的两端固定连接。
8、通过采用上述技术方案,当升降板在移动时能够带动滑套沿着滑杆滑动,从而使得升降板在移动时更加平稳。
9、可选的,所述支撑组件包括支撑辊,所述支撑辊转动连接在所述料卷的内顶壁,所述安装座的内腔固定连接有承载板,所述承载板整体沿支撑辊的长度方向水平延伸,所述承载板的顶部设置有若干沿支撑辊长度方向排列的辅助轮,每一对辅助轮关于所述支撑辊的中心对称分布。
10、通过采用上述技术方案,通过支撑辊对料卷进行支撑,并通过辅助轮分散支撑辊的重载,使支撑辊能顺利地转动。
11、可选的,所述第一压辊和所述第二压辊的轴线相互重合。
12、通过采用上述技术方案,通过第一压辊和第二压辊的相互挤压,从而能够对钢丝进行第一次矫正。
13、可选的,所述安装板与所述安装座之间设置有导向组件,所述导向组件包括导向杆,所述导向杆安装在所述安装板顶部的两端,两组所述导向杆远离所述安装板的一端伸出所述安装座,所述安装座顶部的两端均开设有与所述导向杆相互匹配的导向孔。
14、通过采用上述技术方案,当安装板在移动时能够带动导向杆在导向孔内滑动,从而使得安装板在升降的过程中更加平稳。
15、综上所述,本申请包括以下至少一种有益效果:
16、(1)通过活动杆、复位弹簧、活动板、第一压辊和第二压辊的配合设置,方便调整第一压辊和第二压辊之间的间距,从而能够对钢丝进行第一次矫正,通过第一矫正辊、出料口、第二矫正辊、安装板和第二电动推杆的配合设置,能够对钢丝进行第二次矫正,使得装置对钢丝的矫正效果更好,矫正更彻底。
17、(2)通过第一电动推杆、升降板和限位辊的配合设置,利用两组限位辊配合来限定料卷,尽量避免料卷在旋转放料的过程中产生大范围摆动,保证上料过程的顺畅性。
技术特征:
1.一种螺栓成型机的送料装置,包括安装座(1),其特征在于:所述安装座(1)一侧的左端设置有支撑组件(3),所述支撑组件(3)的外壁套接有料卷(4),所述料卷(4)的顶部和底部均设置有限位组件(2),所述安装座(1)一侧靠近所述料卷(4)的一侧转动连接有第二压辊(16),所述安装座(1)的顶部贯穿有活动杆(12),所述活动杆(12)的底部安装有活动板(14),所述活动板(14)的底部转动连接有第一压辊(15),所述活动杆(12)的外壁套设有复位弹簧(13),所述复位弹簧(13)位于所述活动板(14)和安装座(1)的内顶壁之间,所述安装座(1)内顶壁远离所述活动杆(12)的一端安装有第二电动推杆(10),所述第二电动推杆(10)的输出端安装有安装板(9),所述安装板(9)的底部等间距转动连接有第二矫正辊(8),所述安装座(1)内腔靠近所述第二矫正辊(8)的一端转动连接有第一矫正辊(6),所述第一矫正辊(6)和所述第二矫正辊(8)上下交错设置,所述安装座(1)的右侧开设有出料口(7)。
2.根据权利要求1所述的一种螺栓成型机的送料装置,其特征在于:所述限位组件(2)包括两组第一电动推杆(201),两组所述第一电动推杆(201)安装在所述安装座(1)内腔的顶部和底部,两组所述第一电动推杆(201)的输出端均安装有升降板(202),两组所述升降板(202)靠近所述料卷(4)的一端均转动连接有限位辊(203)。
3.根据权利要求2所述的一种螺栓成型机的送料装置,其特征在于:所述升降板(202)与所述安装座(1)之间设置有滑动组件(5),所述滑动组件(5)包括滑杆(502),所述滑杆(502)安装在所述安装座(1)内腔靠近所述第一电动推杆(201)的一端,所述滑杆(502)的外壁套设有滑套(501),所述滑套(501)与所述升降板(202)的两端固定连接。
4.根据权利要求1所述的一种螺栓成型机的送料装置,其特征在于:所述支撑组件(3)包括支撑辊(301),所述支撑辊(301)转动连接在所述料卷(4)的内顶壁,所述安装座(1)的内腔固定连接有承载板(303),所述承载板(303)整体沿支撑辊(301)的长度方向水平延伸,所述承载板(303)的顶部设置有若干沿支撑辊(301)长度方向排列的辅助轮(302),每一对辅助轮(302)关于所述支撑辊(301)的中心对称分布。
5.根据权利要求1所述的一种螺栓成型机的送料装置,其特征在于:所述第一压辊(15)和所述第二压辊(16)的轴线相互重合。
6.根据权利要求1所述的一种螺栓成型机的送料装置,其特征在于:所述安装板(9)与所述安装座(1)之间设置有导向组件(11),所述导向组件(11)包括导向杆(1101),所述导向杆(1101)安装在所述安装板(9)顶部的两端,两组所述导向杆(1101)远离所述安装板(9)的一端伸出所述安装座(1),所述安装座(1)顶部的两端均开设有与所述导向杆(1101)相互匹配的导向孔(1102)。
技术总结
本申请公开了一种螺栓成型机的送料装置,涉及螺栓成型技术领域,包括安装座,安装座一侧的左端设置有支撑组件,支撑组件的外壁套接有料卷,料卷的顶部和底部均设置有限位组件,安装座一侧靠近料卷的一侧转动连接有第二压辊,安装座的顶部贯穿有活动杆,活动杆的底部安装有活动板,活动板的底部转动连接有第一压辊,活动杆的外壁套设有复位弹簧。本申请通过活动杆、复位弹簧、活动板、第一压辊和第二压辊的配合设置,方便调整第一压辊和第二压辊之间的间距,从而能够对钢丝进行第一次矫正,通过第一矫正辊、出料口、第二矫正辊、安装板和第二电动推杆的配合设置,能够对钢丝进行第二次矫正,使得装置对钢丝的矫正效果更好,矫正更彻底。
技术研发人员:汤建惠
受保护的技术使用者:浙江哈特惠科技股份有限公司
技术研发日:20221226
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!