一种加工铝制长轴零件外形的夹具工装的制作方法
本技术涉及铝制长轴零件的制造,具体为一种用于加工某穿甲弹弹托定心部的夹具工装。
背景技术:
1、如图1所示,弹托是穿甲弹的重要组成部分,对穿甲弹飞行稳定性起到重要作用,而定心部尺寸作为重要尺寸,其加工精度高,加工过程易产生质量分布不均,加工质量不易保证。
2、其次,弹托是典型的铝制长轴零件,在夹紧力、切削力的作用下易变形。
技术实现思路
1、本实用新型的目的在于提供一种能够装夹稳定、不易变形、安装简单的加工铝制长轴零件外形的夹具工装。
2、为实现上述目的,本实用新型的一种加工铝制长轴零件外形的夹具工装的具体技术方案为:
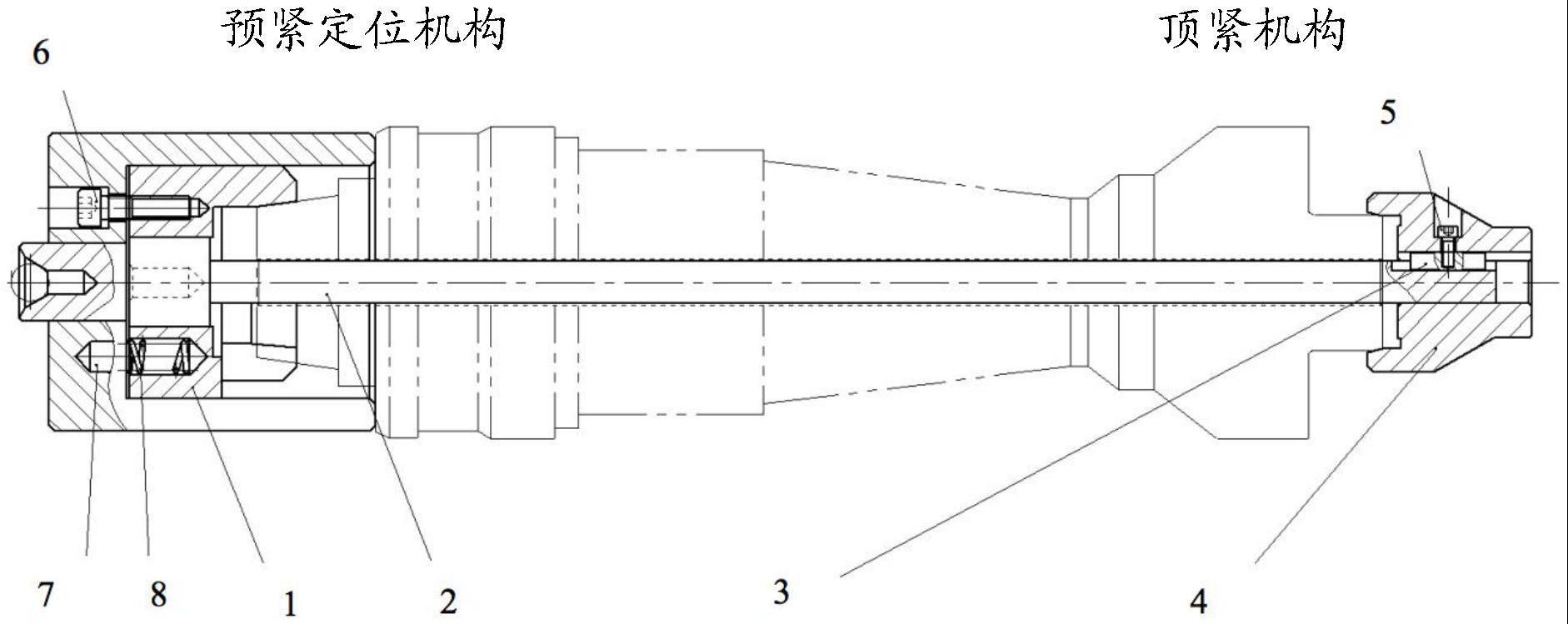
3、一种加工铝制长轴零件外形的夹具工装,包括:中心支撑机构,包括芯轴,用于套设在弹托外;预紧定位机构,套设在芯轴外,位于芯轴一侧的凹体内,包括前顶杯、限位螺钉、定位销和弹簧,前顶杯内设置有盲孔,盲孔的开口方向远离弹托,盲孔分别用于容纳弹簧、定位销和限位螺钉,弹簧设置在芯轴的凹体平面与前顶杯的盲孔之间,定位销设置在芯轴的凹体盲孔与前顶杯的盲孔之间,限位螺钉设置在芯轴的凹体通孔与前顶杯的盲孔之间;以及顶紧机构,套设在芯轴外,位于芯轴的另一侧,包括键、后顶杯和紧固螺钉,键设置在后顶杯与芯轴之间,紧固螺栓纵穿后顶杯和键,用于将键固定在后顶杯与芯轴之间。
4、进一步,芯轴靠近顶紧机构的一侧外部设置有键槽。
5、进一步,顶紧机构的键设置在后顶杯与芯轴的键槽之间,用于卡扣并固定。
6、进一步,后顶杯一侧的顶紧接触部分呈均分三瓣结构。
7、进一步,前顶杯内容纳有8个弹簧。
8、本实用新型的一种加工铝制长轴零件外形的夹具工装的优点在于:
9、1)解决了铝制长轴零件的装夹问题,通过使用夹具工装来提高弹托的加工质量和效率;
10、2)针对铝制长轴类零件的加工特点,设计和制造工装,适用于铝制长轴类零件的装夹。
11、3)和传统夹具相比,新型夹具增加了芯轴提高工件在切削时的刚性,不易变形,提高产品的加工质量;
12、4)前顶杯采用弹簧弹性预紧机构,满足不同尺寸毛坯的装夹要求,提高了装夹的精度;
13、5)解决了弹托加工定心部时的装夹问题,为该类加工过程提供了一种有效的可借鉴模型;
14、6)本实用新型结构简洁、紧凑,可通过更换芯轴以满足不同长度弹托的加工需求,通用性强;
15、7)易于安装,使用简便,产品一致性高,适用于批量生产;
16、8)有延伸应用前景,通过调整前后顶杯的直径及芯轴直径和长度,便可制作用于不同尺寸的该类长轴回转体加工外圆的工装。
技术特征:
1.一种加工铝制长轴零件外形的夹具工装,其特征在于,包括:
2.根据权利要求1所述的加工铝制长轴零件外形的夹具工装,其特征在于,芯轴(2)靠近顶紧机构的一侧外部设置有键槽。
3.根据权利要求2所述的加工铝制长轴零件外形的夹具工装,其特征在于,顶紧机构的键(3)设置在后顶杯(4)与芯轴(2)的键槽之间,用于卡扣并固定。
4.根据权利要求1所述的加工铝制长轴零件外形的夹具工装,其特征在于,后顶杯(4)一侧的顶紧接触部分呈均分三瓣结构。
5.根据权利要求1所述的加工铝制长轴零件外形的夹具工装,其特征在于,前顶杯(1)内容纳有8个弹簧(8)。
技术总结
本技术公开了一种加工铝制长轴零件外形的夹具工装,包括:中心支撑机构,包括芯轴,用于套设在弹托外;预紧定位机构,套设在芯轴外,位于芯轴一侧的凹体内,包括前顶杯、限位螺钉、定位销和弹簧,前顶杯内设置有盲孔,盲孔分别用于容纳弹簧、定位销和限位螺钉,弹簧设置在凹体平面与前顶杯的盲孔之间,定位销设置在凹体盲孔与前顶杯的盲孔之间,限位螺钉设置在凹体通孔与前顶杯的盲孔之间;以及顶紧机构,套设在芯轴外,位于芯轴的另一侧,包括键、后顶杯和紧固螺钉,键设置在后顶杯与芯轴之间,紧固螺栓纵穿后顶杯和键,用于将键固定在后顶杯与芯轴之间。本技术提高弹托的加工质量、效率、刚性,满足不同尺寸毛坯的装夹要求。
技术研发人员:魏平亮,侯肖飞,李猛刚,贾维护,王艳芳,豆亚锋,马文斌,郑晓迪,许晓贤,雷东宇,孙鲁艳,马佳辉,惠鑫刚,刘翔
受保护的技术使用者:西安北方华山机电有限公司
技术研发日:20221226
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!