一种牵引装置及管材成型设备的制作方法
本技术涉及管材加工,具体涉及一种牵引装置及管材成型设备。
背景技术:
1、随着空调制造技术的不断进步,对高效、节能、环保的要求越来越高。在空调领域,由于内螺纹铜管与光管相比可增加加热交换面积2-3倍,加之内螺纹管形成的湍流作用,使得内螺纹铜管具有提高热交换效率20%-30%,节能15%的优势,成为制造空调蒸发器和冷凝器的主要材料。
2、目前主流的内螺纹铜管生产工艺为对高精度坯管进行超高速旋压内螺纹成型,再进行牵引拉拔。其中,内螺纹铜管的成型是将径向尺寸较大的管坯进行包括减径、钢球滚压、成型内螺纹以及定径等以符合生产要求;内螺纹铜管的牵引拉拔通常采用并排设置的两组同步轮,每一组同步轮上绕设皮带,两组同步轮及皮带之间形成供管材通过的拉管通道,在电机驱动下同步轮转动带动绕设在同步轮上的皮带转动进而带动管件通过,同时在两组皮带相靠近的一侧设置顶推辊轮将金属管材夹紧。
3、但是现有的内螺纹铜管牵引装置中,在通过顶推辊轮将拉管通道设置为生产要求的确定的间隙大小后,皮带处于张紧状态,在进行长期的拉拔后,皮带容易出现疲劳损坏,张紧状态失效,无法实现对管件的有效牵引,降低内螺纹铜管的效率甚至影响生产质量。
技术实现思路
1、因此,本实用新型要解决的技术问题在于现有技术中的内螺纹铜管的牵引装置,皮带在进行长期的拉拔后,容易出现疲劳损坏,张紧状态失效,无法实现对管件的有效牵引,降低内螺纹铜管的效率甚至影响生产质量的缺陷,从而提供一种牵引装置及管材成型设备。
2、为了解决上述问题,本实用新型提供了一种牵引装置,包括:
3、安装架;
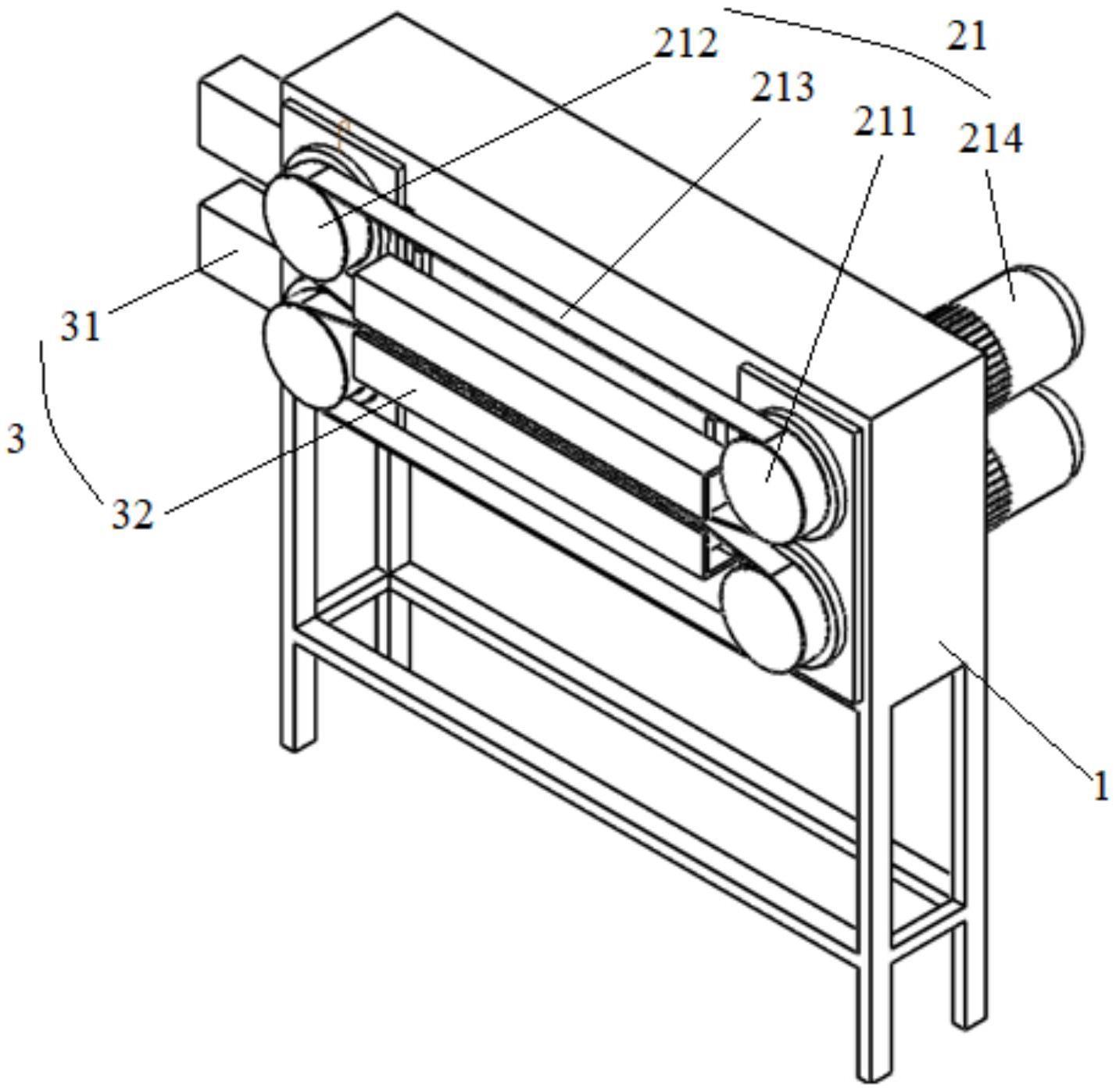
4、牵引机构,设置在所述安装架上,所述牵引机构包括至少两组传动结构,相邻两组所述传动结构之间形成适于管材通过的通道;任一所述传动结构包括间隔设置的主动轮和从动轮以及绕设在所述主动轮与所述从动轮上的皮带;
5、调节机构,所述调节机构包括第一调节结构,安装在所述安装架上,所述第一调节结构与所述主动轮和/或所述从动轮相连接,适于在外力的驱动下带动所述主动轮和所述从动轮相互远离或相互靠近以张紧或放松所述皮带。
6、可选地,上述的牵引装置,任一组传动结构还包括:转动驱动件,所述转动驱动件的输出端与所述主动轮相连接,所述主动轮和所述从动轮中,至少一个沿所述主动轮与所述从动轮所在直线滑动设置在所述安装架上。
7、可选地,上述的牵引装置,至少两组传动结构之间同步运动。
8、可选地,上述的牵引装置,所述调节机构还包括:第二调节结构,所述第二调节结构包括两组并排设置的调节件,分别设置在两个所述皮带相互靠近的一侧,两组所述调节件适于在外力的驱动下相互远离或靠近以调节所述通道的间距。
9、本实用新型还提供了一种管材成型设备,包括:上述任意一项所述的牵引装置。
10、可选地,上述的管材成型设备,还包括:放料装置、成型装置、清洗装置和收料装置,所述牵引装置设置在所述清洗装置和收料装置之间,所述成型装置和所述清洗装置安装在同一安装台上。
11、可选地,上述的管材成型设备,所述成型装置包括:
12、导入机构,设置在所述安装台上靠近所述放料装置的一侧,所述导入机构包括多个间隔设置的导向孔;
13、矫直机构,设置在所述安装台上,且位于所述导入机构远离所述放料装置的一侧,所述矫直机构包括多个错位分布的矫直轮;
14、旋压机构,设置在所述安装台上,且间隔设置在所述矫直机构远离所述导入机构的一侧。
15、可选地,上述的管材成型设备,所述成型装置还包括:第一径模结构,设置两组,分别固定设置在所述旋压机构的两侧。
16、可选地,上述的管材成型设备,所述清洗装置被配置为具有清洗腔的壳体,所述清洗腔内适于放置液态清洗剂;所述清洗装置还包括设置在所述清洗装置的壳体出口侧的第二径模结构。
17、可选地,上述的管材成型设备,所述成型装置、清洗装置和牵引装置线性排布;所述放料装置向所述成型装置的导入机构呈切向放料,所述收料装置与所述牵引装置的输出端呈切向收料。
18、本实用新型具有以下优点:
19、1.本实用新型提供的牵引装置,设置安装架、牵引机构和调节机构,牵引机构包括两组传动结构,两组传动结构的皮带之间形成管材通过的通道,皮带通过与铜管表面的摩擦,牵引拉拔铜管进行矫直,具有更好的圆度,柔性皮带能更大程度保护铜管,且传动平缓;设置第一调节结构与从动轮的主轴相连接,带动从动轮在安装架上能够水平移动,实现主动轮与从动轮之间间隙的调节,进而调节皮带的张紧和放松,能够在皮带长期使用后进行进一步张紧调节,避免皮带在疲劳损坏后出现张紧状态失效,丧失对铜管的高效牵引,进而降低铜管的生产效率甚至影响铜管成型质量。
20、2.本实用新型提供的牵引装置,还设置有包括两组并排设置的调节件的第二调节结构,分别设置在两个皮带相互靠近的一侧,能够对通过的铜管进行最大范围内的支撑,能够对铜管进行圆度矫直,且两组调节件能够调节通道的间距,调节灵活。
21、3.本实用新型提供的管材成型设备,具有上述任一项所述的牵引装置,因此具有上述任一项所述的优点。
22、4.本实用新型提供的管材成型设备,放料装置、成型装置、清洗装置、牵引装置和收料装置等通过plc同步速度,减少管坯摩擦损伤,提高产品成品率。
23、5.本实用新型提供的管材成型设备,成型装置和清洗装置设置在同一安装台上,且成型装置的导入装置固定在安装台上,不另外进行设置,增强了装置的成型连续性,节省空间。
24、6.本实用新型提供的管材成型设备,清洗装置被配置为具有清洗腔的壳体,清洗剂在清洗腔内高速流动,达到清洗铜管表面的效果;清洗装置的壳体出口侧设置第二径模结构,既能达到密封,又能去掉铜管表面多余的清洗剂,同时有效避免产生线性细小划痕。
技术特征:
1.一种牵引装置,其特征在于,包括:
2.根据权利要求1所述的牵引装置,其特征在于,任一组传动结构(21)还包括:
3.根据权利要求2所述的牵引装置,其特征在于,至少两组传动结构(21)之间同步运动。
4.根据权利要求3所述的牵引装置,其特征在于,所述调节机构(3)还包括:
5.一种管材成型设备,其特征在于,包括:
6.根据权利要求5所述的管材成型设备,其特征在于,还包括:放料装置(10)、成型装置(20)、清洗装置(30)和收料装置(40),所述牵引装置设置在所述清洗装置(30)和收料装置(40)之间,所述成型装置(20)和所述清洗装置(30)安装在同一安装台(50)上。
7.根据权利要求6所述的管材成型设备,其特征在于,所述成型装置(20)包括:
8.根据权利要求7所述的管材成型设备,其特征在于,所述成型装置(20)还包括:
9.根据权利要求8所述的管材成型设备,其特征在于,所述清洗装置(30)被配置为具有清洗腔的壳体(301),所述清洗腔内适于放置液态清洗剂;所述清洗装置(30)还包括设置在所述清洗装置(30)的壳体(301)出口侧的第二径模结构。
10.根据权利要求9所述的管材成型设备,其特征在于,所述成型装置(20)、清洗装置(30)和牵引装置线性排布;所述放料装置(10)向所述成型装置(20)的导入机构(201)呈切向放料,所述收料装置(40)与所述牵引装置的输出端呈切向收料。
技术总结
本技术涉及管材加工技术领域,具体涉及一种牵引装置及管材成型设备。牵引装置包括:安装架、牵引机构和调节机构,牵引机构设置在安装架上,包括至少两组传动结构,相邻两组传动结构之间形成适于管材通过的通道;任一传动结构包括间隔设置的主动轮和从动轮以及绕设在主动轮与从动轮上的皮带;调节机构包括安装在安装架上的第一调节结构,与主动轮和/或从动轮相连接,在外力的驱动下带动主动轮和从动轮相互远离或相互靠近以张紧或放松皮带。本技术提供的牵引装置,能够在皮带长期使用后进一步张紧调节,避免皮带在疲劳损坏后出现张紧状态失效,丧失对铜管的高效牵引,进而降低铜管的生产效率甚至影响铜管成型质量。
技术研发人员:徐宏涛,朱建聪,郭桂庆,陈彦林,孟志强,叶胜蓝,高奇
受保护的技术使用者:佛山市顺德区精艺万希铜业有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!