一种螺旋板换热器零部件自动焊接装置的制作方法
本技术涉及焊接装置相关领域,具体为一种螺旋板换热器零部件自动焊接装置。
背景技术:
1、螺旋板换热器零部件自动焊接装置用以对螺旋板换热器进行焊接拼接;
2、例如公开号为cn216758799u的授权专利(换热器焊接定位装置及换热器焊接设备):包括基座、两根圆轴和驱动组件,基座设有沿前后向延伸的通道,通道用于供换热器放置;两根圆轴分设于通道的左右两侧,用于支撑换热器,两根圆轴分别与基座转动连接,且转动方向一致;驱动组件,用以驱动圆轴转动。通过在基座左右两侧设置两根圆轴来支撑换热器,在前后向上两根圆轴轴线之间的距离一致,换热器在需要焊接两个或两个以上的圆筒时,可将所有圆筒都放置在通道上被两根圆轴支撑,则两根圆轴上的所有圆筒都是同轴心的,转动圆轴可以驱动圆筒转动,便于圆筒在焊接时可以在同一位置依次焊接一整圈,在焊接过程中,圆筒也是同轴一起转动的,进一步保证了换热器的同轴度;
3、由此可见,目前阶段的焊接设备采用手动或直线轨道式进行焊接控制,焊接方式不够灵活,且对于环形结构的螺旋板无法自动焊接,操作不够方便,影响焊接的效率和精确度。
技术实现思路
1、本实用新型的目的在于提供一种螺旋板换热器零部件自动焊接装置,以解决上述背景技术中提出的焊接设备采用手动或直线轨道式进行焊接控制,焊接方式不够灵活,且对于环形结构的螺旋板无法自动焊接,操作不够方便,影响焊接的效率和精确度的问题。
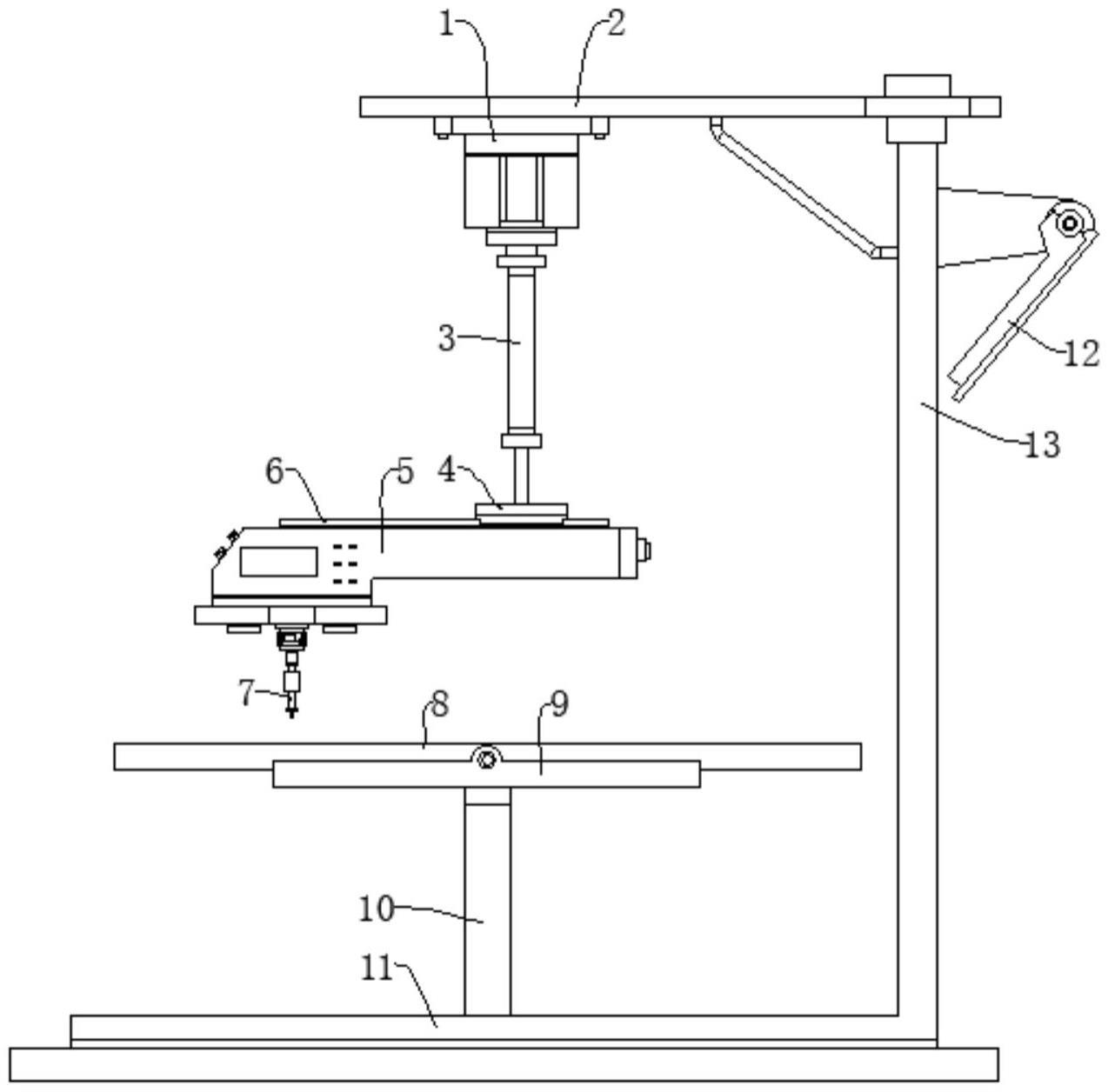
2、为实现上述目的,本实用新型提供如下技术方案:一种螺旋板换热器零部件自动焊接装置,包括顶板、焊机主体和夹具托盘,所述顶板的底部一侧与支撑架连接,所述支撑架的一侧靠上位置处设有控制面板,所述支撑架的底部设有稳定底座,所述稳定底座的顶部通过支撑杆与夹具托盘连接,所述夹具托盘用以与螺旋板换热器夹紧固定,所述焊机主体的底部一侧设有焊头,所述焊机主体与第一电推杆连接,所述第一电推杆的末端与电机罩连接,所述电机罩的顶部与顶板连接。
3、在进一步的实施例中,所述焊机主体的顶部设有导槽,所述导槽上设有导向卡板,所述导槽的中部设有螺杆。
4、在进一步的实施例中,所述电机罩的内部设有电机,所述电机输出轴与第一电推杆的缸体端通过旋转轴连接。
5、在进一步的实施例中,所述焊机主体的内腔设有驱动机构,且驱动机构通过传动齿轮与螺杆传动连接。
6、在进一步的实施例中,所述夹具托盘的前后面居中处均设有第二电推杆,所述第二电推杆的伸缩端与夹头连接,通过夹头对螺旋板换热器侧面进行夹紧固定。
7、在进一步的实施例中,所述导向卡板的内侧设有导耳,且导耳与螺杆丝杆传动连接。
8、与现有技术相比,本实用新型的有益效果是:
9、1、该实用新型的焊机主体背部设有导槽,且导槽上设有导向卡板,第一电推杆的伸缩端与导向卡板连接,此种设计可以调节焊机主体与第一电推杆的相对位置,并通过电机控制焊机主体旋转,使其可以根据螺旋板换热器焊接内径的不同调节,可以进行圆盘式焊接,全自动焊接,效率较高,使用方便。
10、2、该实用新型设有夹具托盘,在夹具托盘上通过第二电推杆对夹头进行控制,方便对螺旋板换热器进行安装固定,且焊机主体通过第一电推杆进行高低控制,可以根据需求自动调节焊接位置,精确度高。
技术特征:
1.一种螺旋板换热器零部件自动焊接装置,包括顶板(2)、焊机主体(5)和夹具托盘(9),其特征在于:所述顶板(2)的底部一侧与支撑架(13)连接,所述支撑架(13)的一侧靠上位置处设有控制面板(12),所述支撑架(13)的底部设有稳定底座(11),所述稳定底座(11)的顶部通过支撑杆(10)与夹具托盘(9)连接,所述夹具托盘(9)用以与螺旋板换热器(8)夹紧固定,所述焊机主体(5)的底部一侧设有焊头(7),所述焊机主体(5)与第一电推杆(3)连接,所述第一电推杆(3)的末端与电机罩(1)连接,所述电机罩(1)的顶部与顶板(2)连接。
2.根据权利要求1所述的一种螺旋板换热器零部件自动焊接装置,其特征在于:所述焊机主体(5)的顶部设有导槽(6),所述导槽(6)上设有导向卡板(4),所述导槽(6)的中部设有螺杆(16)。
3.根据权利要求1所述的一种螺旋板换热器零部件自动焊接装置,其特征在于:所述电机罩(1)的内部设有电机,所述电机输出轴与第一电推杆(3)的缸体端通过旋转轴连接。
4.根据权利要求1所述的一种螺旋板换热器零部件自动焊接装置,其特征在于:所述焊机主体(5)的内腔设有驱动机构,且驱动机构通过传动齿轮与螺杆(16)传动连接。
5.根据权利要求1所述的一种螺旋板换热器零部件自动焊接装置,其特征在于:所述夹具托盘(9)的前后面居中处均设有第二电推杆(14),所述第二电推杆(14)的伸缩端与夹头(15)连接,通过夹头(15)对螺旋板换热器(8)侧面进行夹紧固定。
6.根据权利要求2所述的一种螺旋板换热器零部件自动焊接装置,其特征在于:所述导向卡板(4)的内侧设有导耳,且导耳与螺杆(16)丝杆传动连接。
技术总结
本技术公开了一种螺旋板换热器零部件自动焊接装置,包括顶板、焊机主体和夹具托盘,所述顶板的底部一侧与支撑架连接,所述支撑架的一侧靠上位置处设有控制面板,所述支撑架的底部设有稳定底座,所述稳定底座的顶部通过支撑杆与夹具托盘连接,所述夹具托盘用以与螺旋板换热器夹紧固定,所述焊机主体的底部一侧设有焊头,所述焊机主体与第一电推杆连接,所述第一电推杆的末端与电机罩连接,所述电机罩的顶部与顶板连接。该技术的焊机主体背部设有导槽,且导槽上设有导向卡板,第一电推杆的伸缩端与导向卡板连接,此种设计可以调节焊机主体与第一电推杆的相对位置,并通过电机控制焊机主体旋转。
技术研发人员:王宇军,王伟亮,杜新安,冯立才
受保护的技术使用者:河南双诚环境科技有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!