一种汽车用铝合金防撞梁焊接定位工装的制作方法
本技术涉及汽车防撞梁,具体地,涉及一种汽车用铝合金防撞梁焊接定位工装。
背景技术:
1、铝合金防撞梁较钢制防撞梁有更好的刚度及吸能性能,在相同的变形条件下,铝合金防撞梁能吸收更多的能量,在不同的碰撞速度下,铝合金防撞梁能够在较大的速度范围内保持较高的吸能性能。铝合金防撞梁碰撞性能优越,成为主流厂商使用的防撞梁材质的首选。然而,由于铝合金自身特点,铝合金防撞梁的弯曲尺寸稳定性较差,铝合金焊接难点多,实际的生产制造过程中弯曲和焊接对尺寸稳定性影响较大。
2、铝合金防撞梁总成的加工难点具体表现在:防撞梁本体弯曲波动大,一致性差,造成后续总成匹配焊接间隙不稳定,焊缝质量无法稳定保证;铝合金焊接接头软化严重,强度系数低;线膨胀系数大,铝合金热导率大,相同焊接速度下,热输入要比焊接钢材大2-4倍,易产生焊接变形,一旦间隙过大,焊缝质量和性能受到巨大影响,无法达到强度要求。现有的铝合金防撞梁焊接工装,定位块结构简单,受弯曲和焊接的影响,连续生产过程中,铝合金防撞梁结构无法达到实际的使用效果,容易产生质量问题。
3、为此,本实用新型提供一种汽车用铝合金防撞梁焊接定位工装,提高焊缝质量,降低焊接变形,保证总成尺寸稳定性。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种汽车用铝合金防撞梁焊接定位工装。
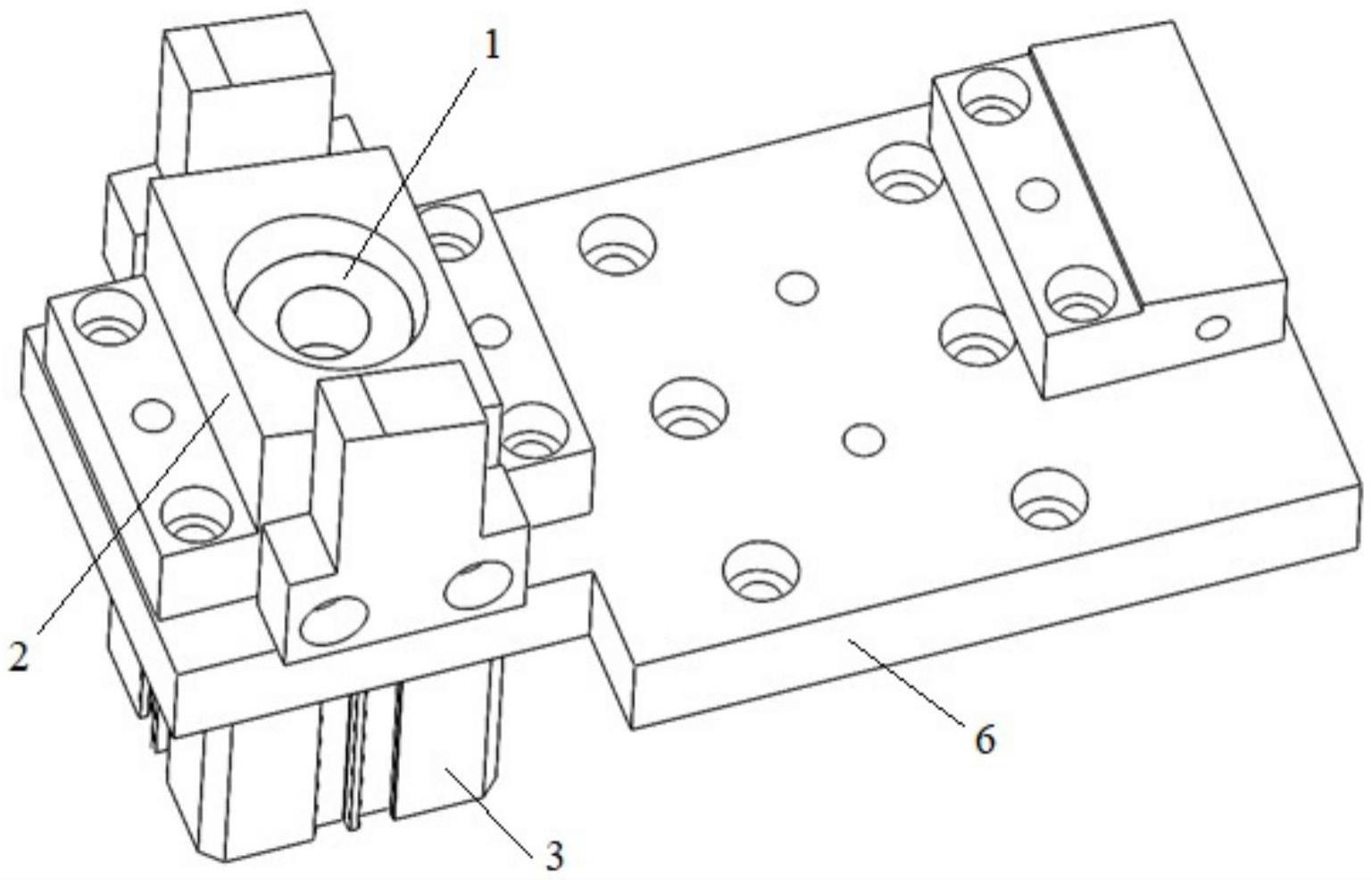
2、本实用新型提供的汽车用铝合金防撞梁焊接定位工装,包括伸缩气缸、压紧块、定位块,所述压紧块与所述伸缩气缸的输出端连接,所述定位块上开孔,所述压紧块设于所述定位块的孔内,所述压紧块在所述伸缩气缸的驱动下沿着所述定位块的孔移动。
3、进一步地,还包括安装板,所述安装板设于所述伸缩气缸与所述定位块之间,所述伸缩气缸、定位块与所述安装板固定连接,所述伸缩气缸的输出端穿过所述安装板。
4、优选地,所述定位块与所述安装板通过螺栓连接。
5、进一步地,所述压紧块包括支撑块和所述支撑块两侧的夹紧块,所述支撑块上开有所述孔,所述夹紧块在远离所述安装板的方向上超出所述支撑块。
6、优选地,所述夹紧块与所述支撑块通过螺栓连接。
7、进一步地,所述支撑块远离所述安装板的端面相对于所述安装板倾斜。
8、优选地,所述夹紧块远离所述安装板的端面平行于所述支撑块远离所述安装板的端面。
9、优选地,所述伸缩气缸的缸径不小于50kgf。
10、优选地,所述伸缩气缸的行程不小于30mm。
11、与现有技术相比,本实用新型具有如下的有益效果:
12、本实用新型提供的汽车用铝合金防撞梁焊接定位工装,与铝合金防撞梁的结构相匹配,通过对防撞梁施加反变形力,有效提高了焊缝质量,降低了焊接变形,保证总成尺寸稳定性,在大批量生产过程中,满足生产要求。本实用新型解决了铝合金焊接变形及横梁弯曲尺寸不稳定造成的总尺寸不稳定问题,降低了产品的返工率和报废率,有效提高了产品质量和生产效率,节约了生产成本。
技术特征:
1.一种汽车用铝合金防撞梁焊接定位工装,其特征在于,包括伸缩气缸、压紧块、定位块、安装板,所述压紧块与所述伸缩气缸的输出端连接,所述定位块上开孔,所述压紧块设于所述定位块的孔内,所述压紧块在所述伸缩气缸的驱动下沿着所述定位块的孔移动,所述安装板设于所述伸缩气缸与所述定位块之间,所述伸缩气缸、定位块与所述安装板固定连接,所述伸缩气缸的输出端穿过所述安装板,所述压紧块包括支撑块和所述支撑块两侧的夹紧块,所述支撑块上开有所述孔,所述夹紧块在远离所述安装板的方向上超出所述支撑块,所述支撑块远离所述安装板的端面相对于所述安装板倾斜,所述夹紧块远离所述安装板的端面平行于所述支撑块远离所述安装板的端面。
2.根据权利要求1所述的汽车用铝合金防撞梁焊接定位工装,其特征在于,所述定位块与所述安装板通过螺栓连接。
3.根据权利要求1所述的汽车用铝合金防撞梁焊接定位工装,其特征在于,所述夹紧块与所述支撑块通过螺栓连接。
4.根据权利要求1所述的汽车用铝合金防撞梁焊接定位工装,其特征在于,所述伸缩气缸的缸径不小于50kgf。
5.根据权利要求1所述的汽车用铝合金防撞梁焊接定位工装,其特征在于,所述伸缩气缸的行程不小于30mm。
技术总结
本技术提供了一种汽车用铝合金防撞梁焊接定位工装,包括伸缩气缸、压紧块、定位块,所述压紧块与所述伸缩气缸的输出端连接,所述定位块上开孔,所述压紧块设于所述定位块的孔内,所述压紧块在所述伸缩气缸的驱动下沿着所述定位块的孔移动。本技术有效提高了焊缝质量,降低了焊接变形,保证总成尺寸稳定性,在大批量生产过程中满足生产要求。
技术研发人员:袁燕骏,焦海振,吴嘉春
受保护的技术使用者:优模(上海)新材料科技有限公司
技术研发日:20221228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!