连接管焊接装置的制作方法
本申请涉及连接管生产,尤其是涉及一种连接管焊接装置。
背景技术:
1、目前,随着经济的发展,人们生活水平逐步提高,汽车已成为日常生活中常见的代步工具,其中,汽车配件的生产需求也变得越来越多,随之而来的生产厂商也在不断的发展。
2、汽车排烟道连接器是汽车配件的一部分,由金属波纹管及两端直管组合而成,在生产两端的直管时,需要将带钢卷成管状后,然后对接缝处进行焊接。
3、相关技术中,在焊接的地方需要很多道的压轮来使带钢缩口,并将带钢压住,导致生产线较长,同时焊接处会有重叠的部分,在焊接完成后,还需要额外的刨花工序将重叠部分切除。
技术实现思路
1、为了解决上述的问题,本申请提供一种连接管焊接装置,结构简单,可以将带钢抵紧成卷,缩短生产线的长度,同时焊接处也不会有重叠的地方存在。
2、本申请提供的一种连接管焊接装置采用如下的技术方案:
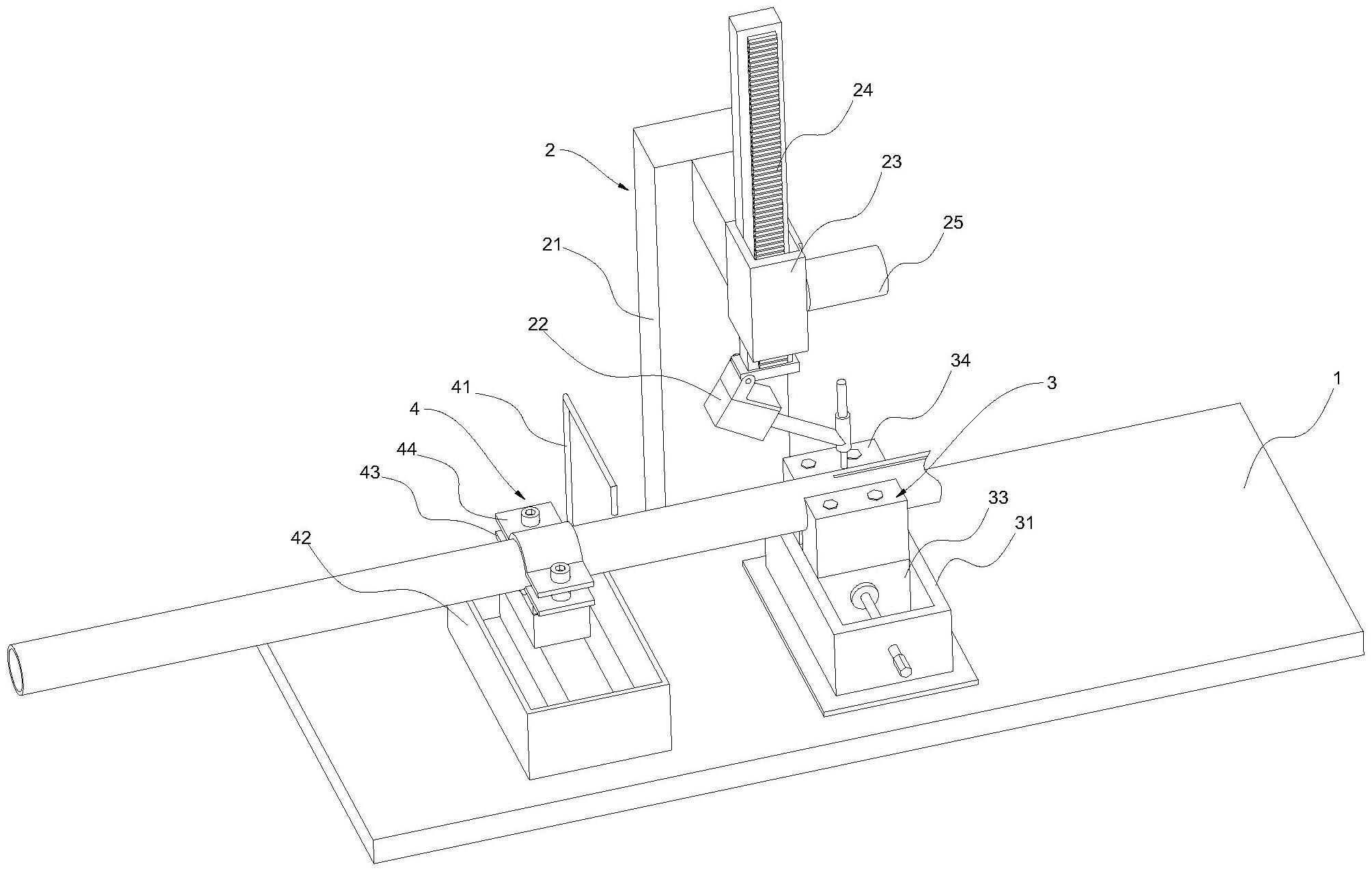
3、一种连接管焊接装置,包括工作台,工作台一侧设置有焊接机,所述焊接机包括焊接座及焊接头,所述焊接头可升降连接在所述焊接座上,所述工作台上设置有夹管机构及冷却机构,所述夹管机构包括滑槽,所述滑槽固定在所述工作台上,所述滑槽内滑移连接有基座及滑动座,所述基座一侧转动连接有第一调节杆,所述第一调节杆螺纹贯穿所述滑槽设置,所述滑动座远离所述基座的一侧转动连接有第二调节杆,所述第二调节杆螺纹贯穿所述滑槽设置,所述基座和所述滑动座上分别螺纹固定有挤压块,所述挤压块与所述连接管侧壁相适配,所述冷却机构包括喷油管及集油槽,所述喷油管的出油口设置在连接管上方,所述集油槽设置在所述喷油管的下方。
4、所述集油槽内设置有吸油组件,所述吸油组件包括下压块及上压块,所述下压块固定在所述集油槽内,所述上压块经螺柱固定在所述下压块上,所述下压块与所述上压块表面均开设有与连接管相适配的弧形夹持部,两侧所述弧形夹持部之间设置有吸油布。
5、所述集油槽一侧连接有回油管。
6、优选的,所述焊接座一侧固定有导向槽,所述导向槽内活动连接有滑条,所述导向槽一侧固定有伺服电机,所述伺服电机的输出轴上固定有锥形齿轮,所述锥形齿轮与所述滑条相啮合,所述焊接头固定在所述滑条上。
7、通过采用上述技术方案,利用伺服电机带动滑条上下移动,从而调节焊接头的位置,能够适应不同尺寸的连接管使用。
8、综上所述,本申请包括以下至少一种有益技术效果:该连接管焊接装置结构简单,使用方便,能够生产不同尺寸的连接管,利用夹管机构中两侧的挤压块对带钢卷进行挤压,使带钢两侧边缘向中间靠拢,仅存在细小的缝隙,此时焊接头工作对带钢缝隙进行焊接,可以将带钢焊接成管,焊接效果较好,缩短了生产线,且焊接处没有多余的重叠部分,无需额外的刨花工作,极大地提高了生产效率。
技术特征:
1.一种连接管焊接装置,包括工作台(1),工作台(1)一侧设置有焊接机(2),所述焊接机(2)包括焊接座(21)及焊接头(22),所述焊接头(22)可升降连接在所述焊接座(21)上,其特征在于:所述工作台(1)上设置有夹管机构(3)及冷却机构(4),所述夹管机构(3)包括滑槽(31),所述滑槽(31)固定在所述工作台(1)上,所述滑槽(31)内滑移连接有基座(32)及滑动座(33),所述基座(32)一侧转动连接有第一调节杆,所述第一调节杆螺纹贯穿所述滑槽(31)设置,所述滑动座(33)远离所述基座(32)的一侧转动连接有第二调节杆,所述第二调节杆螺纹贯穿所述滑槽(31)设置,所述基座(32)和所述滑动座(33)上分别螺纹固定有挤压块(34),所述挤压块(34)与所述连接管侧壁相适配,
2.根据权利要求1所述的连接管焊接装置,其特征在于:所述集油槽(42)内设置有吸油组件,所述吸油组件包括下压块(43)及上压块(44),所述下压块(43)固定在所述集油槽(42)内,所述上压块(44)经螺柱固定在所述下压块(43)上,所述下压块(43)与所述上压块(44)表面均开设有与连接管相适配的弧形夹持部,两侧所述弧形夹持部之间设置有吸油布。
3.根据权利要求2所述的连接管焊接装置,其特征在于:所述集油槽(42)一侧连接有回油管。
4.根据权利要求1所述的连接管焊接装置,其特征在于:所述焊接座(21)一侧固定有导向槽(23),所述导向槽(23)内活动连接有滑条(24),所述导向槽(23)一侧固定有伺服电机(25),所述伺服电机(25)的输出轴上固定有锥形齿轮,所述锥形齿轮与所述滑条(24)相啮合,所述焊接头(22)固定在所述滑条(24)上。
技术总结
本申请涉及一种连接管焊接装置,属于连接管生产技术领域,其包括工作台,工作台一侧设置有焊接机,所述焊接机包括焊接座及焊接头,所述焊接头可升降连接在所述焊接座上,所述工作台上设置有夹管机构及冷却机构。本申请结构简单,使用方便,能够生产不同尺寸的连接管,利用夹管机构中两侧的挤压块对带钢卷进行挤压,使带钢两侧边缘向中间靠拢,仅存在细小的缝隙,此时焊接头工作对带钢缝隙进行焊接,可以将带钢焊接成管,焊接效果较好,缩短了生产线,且焊接处没有多余的重叠部分,无需额外的刨花工作,极大地提高了生产效率。
技术研发人员:周聪,王威,钱清,鲁伟杰,陈为,陈海波
受保护的技术使用者:常州富莱克汽车零部件制造有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!