楼梯钢筋骨架生产线的制作方法
本技术涉及钢筋加工设备,具体涉及一种楼梯钢筋骨架生产线。
背景技术:
1、在装配式建筑中,预制楼梯是其中一个必需的构件。一般地,预制楼梯的制作过程是先通过绑扎或焊接钢筋得到楼梯钢筋骨架,然后再对钢筋骨架浇注混凝土浆料得到预制楼梯,其中钢筋骨架起到支撑、抗拉、抗弯的作用。
2、目前,行业中已经越来越多的使用钢筋自动加工设备进行钢筋的绑扎或焊接。但是,在钢筋骨架的生产过程中,很多步骤仍旧依靠人工,比如钢筋的上料和半成品的转运等,存在效率低下,劳动强度高的问题。
技术实现思路
1、本实用新型的主要目的在于提出一种楼梯钢筋骨架生产线,旨在解决现有技术效率低下,劳动强度高的问题。
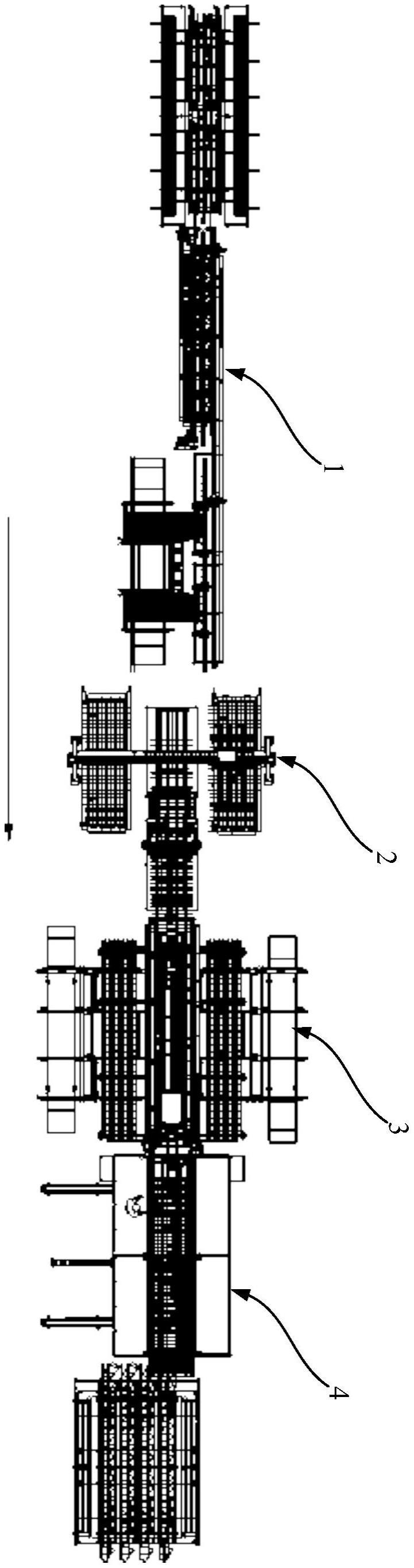
2、为实现上述目的,本实用新型提出一种楼梯钢筋骨架生产线,所述楼梯钢筋骨架包括钢筋笼、钢筋网片和小网片,所述钢筋笼包括纵筋和箍筋,所述楼梯钢筋骨架生产线包括沿生产方向依次设置第一生产工位、第二生产工位和第三生产工位;
3、其中,所述第一生产工位包括第一组装装置和下料转运装置,所述第一组装装置用于对纵筋与箍筋进行组装制得钢筋笼,所述下料转运装置设于所述第一组装装置的一侧,用于将钢筋笼下料并转运至所述第三生产工位;
4、所述第二生产工位包括上料装置和折弯机,所述上料装置用于将钢筋网片搬运至所述折弯机,所述折弯机与所述上料装置连接,用于折弯钢筋网片;
5、所述第三生产工位包括第二组装装置,所述第二组装装置与所述折弯机连接,用于承接在所述折弯机折弯后的钢筋网片,并对折弯后的钢筋网片、钢筋笼和小网片进行组装制得楼梯钢筋骨架。
6、在一些实施例中,所述第一组装装置包括输送机构和组装机构,所述输送机构包括上料仓、提升组件和输送组件,所述上料仓用于暂存纵筋,所述提升组件的一端连接所述上料仓,另一端连接所述输送组件,用于将纵筋提升至所述输送组件,所述输送组件用于将纵筋输送至所述组装机构;所述组装机构与所述输送组件连接,用于对纵筋与箍筋进行组装制得钢筋笼。
7、在一些实施例中,所述提升组件包括提升勾板和第一驱动组件,所述提升勾板设于所述第一驱动组件上,用于将所述上料仓的纵筋提升并落料到所述输送组件上;所述输送组件包括导向板和输送滚轮,所述导向板设于所述提升组件的一侧,用于将纵筋引导至所述输送滚轮,所述输送滚轮设于所述导向板的一端,用于承接纵筋并将纵筋输送至所述组装机构。
8、在一些实施例中,所述组装机构包括传送架组、弯筋组件以及第一绑扎组件,所述传送架组用于传送纵筋;所述弯筋组件设于所述传送架组的一端,用于对所述纵筋进行自动弯曲加工;所述第一绑扎组件设于所述传送架组上,用于将箍筋与纵筋绑扎形成钢筋笼。
9、在一些实施例中,所述下料转运装置包括承接组件和转运小车,所述承接组件用于将组装完成的钢筋笼下料至所述转运小车,所述转运小车用于将钢筋笼转运至所述第二组装装置。
10、在一些实施例中,所述上料装置包括机械手和传送平台,所述机械手用于将钢筋网片搬运至所述传送平台,所述传送平台与所述折弯机连接,用于将钢筋网片向所述折弯机传送。
11、在一些实施例中,所述第二组装装置的一侧设有接驳机构,所述接驳机构包括接驳平台和第三驱动组件,所述接驳平台设于所述第三驱动组件上,用于将钢筋笼搬运至所述第二组装装置。
12、在一些实施例中,所述第二组装装置包括组装平台、第一拉料组件和第二绑扎组件,所述第一拉料组件可滑动地设于所述组装平台上,用于将折弯后的钢筋网片拉送至所述组装平台上;所述第二绑扎组件设于所述组装平台上,用于将钢筋笼、钢筋网片和小网片绑扎形成楼梯钢筋骨架。
13、在一些实施例中,所述接驳机构包括两个,两个所述接驳机构设于所述组装平台的两侧。
14、在一些实施例中,所述楼梯钢筋骨架生产线还包括设于所述第三生产工位一侧的下料工位,所述下料工位包括下料平台和下料仓,所述下料平台上滑动设置有第二拉料组件,所述第二拉料组件用于将楼梯钢筋骨架拉送至所述下料仓。
15、本实用新型的技术方案中,第一组装装置对纵筋与箍筋进行自动组装制得钢筋笼,下料转运装置将钢筋笼自动下料并转运至第三生产工位,可取代传统工人手动搬运方式,提高半成品转运效率,并减轻工人劳动强度。上料装置自动将钢筋网片搬运至折弯机,折弯机将钢筋网片折弯;紧接着第三生产工位的第二组装置承接折弯后的钢筋网片,并将其与钢筋笼、小网片组装而制得楼梯钢筋骨架。相较于现有技术,本实用新型采用自动下料转运方式,减少了人力损耗,降低成本,并提高了生产效率。
技术特征:
1.一种楼梯钢筋骨架生产线,其特征在于,所述楼梯钢筋骨架包括钢筋笼、钢筋网片和小网片,所述钢筋笼包括纵筋和箍筋;所述楼梯钢筋骨架生产线包括沿生产方向依次设置第一生产工位、第二生产工位和第三生产工位;
2.根据权利要求1所述的楼梯钢筋骨架生产线,其特征在于,所述第一组装装置包括输送机构和组装机构,所述输送机构包括上料仓、提升组件和输送组件,所述上料仓用于暂存纵筋,所述提升组件的一端连接所述上料仓,另一端连接所述输送组件,用于将纵筋提升至所述输送组件,所述输送组件用于将纵筋输送至所述组装机构;所述组装机构与所述输送组件连接,用于对纵筋与箍筋进行组装制得钢筋笼。
3.根据权利要求2所述的楼梯钢筋骨架生产线,其特征在于,所述提升组件包括提升勾板和第一驱动组件,所述提升勾板设于所述第一驱动组件上,用于将所述上料仓的纵筋提升并落料到所述输送组件上;所述输送组件包括导向板和输送滚轮,所述导向板设于所述提升组件的一侧,用于将纵筋引导至所述输送滚轮,所述输送滚轮设于所述导向板的一端,用于承接纵筋并将纵筋输送至所述组装机构。
4.根据权利要求2所述的楼梯钢筋骨架生产线,其特征在于,所述组装机构包括传送架组、弯筋组件以及第一绑扎组件,所述传送架组用于传送纵筋;所述弯筋组件设于所述传送架组的一端,用于对所述纵筋进行自动弯曲加工;所述第一绑扎组件设于所述传送架组上,用于将箍筋与纵筋绑扎形成钢筋笼。
5.根据权利要求1所述的楼梯钢筋骨架生产线,其特征在于,所述下料转运装置包括承接组件和转运小车,所述承接组件用于将组装完成的钢筋笼下料至所述转运小车,所述转运小车用于将钢筋笼转运至所述第二组装装置。
6.根据权利要求1所述的楼梯钢筋骨架生产线,其特征在于,所述上料装置包括机械手和传送平台,所述机械手用于将钢筋网片搬运至所述传送平台,所述传送平台与所述折弯机连接,用于将钢筋网片向所述折弯机传送。
7.根据权利要求1所述的楼梯钢筋骨架生产线,其特征在于,所述第二组装装置的一侧设有接驳机构,所述接驳机构包括接驳平台和第二驱动组件,所述接驳平台设于所述第二驱动组件上,用于将钢筋笼搬运至所述第二组装装置。
8.根据权利要求7所述的楼梯钢筋骨架生产线,其特征在于,所述第二组装装置包括组装平台、第一拉料组件和第二绑扎组件,所述第一拉料组件可滑动地设于所述组装平台上,用于将折弯后的钢筋网片拉送至所述组装平台上;所述第二绑扎组件设于所述组装平台上,用于将钢筋笼、钢筋网片和小网片绑扎形成楼梯钢筋骨架。
9.根据权利要求8所述的楼梯钢筋骨架生产线,其特征在于,所述接驳机构包括两个,两个所述接驳机构设于所述组装平台的两侧。
10.根据权利要求1至9任一项所述的楼梯钢筋骨架生产线,其特征在于,还包括设于所述第三生产工位一侧的下料工位,所述下料工位包括下料平台和下料仓,所述下料平台上滑动设置有第二拉料组件,所述第二拉料组件用于将楼梯钢筋骨架拉送至所述下料仓。
技术总结
本技术公开一种楼梯钢筋骨架生产线,该生产线包括沿生产方向依次设置第一生产工位、第二生产工位和第三生产工位;其中,第一生产工位包括第一组装装置和下料转运装置,第二生产工位包括上料装置和折弯机,第三生产工位包括第二组装装置。本技术的技术方案中,第一组装装置对纵筋与箍筋进行自动组装制得钢筋笼,下料转运装置将钢筋笼自动下料并转运至第三生产工位。上料装置自动将钢筋网片搬运至折弯机,折弯机将钢筋网片折弯;紧接着第三生产工位的第二组装置承接折弯后的钢筋网片,并将其与钢筋笼、小网片组装而制得楼梯钢筋骨架。本技术采用自动下料转运方式,减少了人力损耗,降低成本,并提高了生产效率。
技术研发人员:张昌山,罗雄辉,伍尚才,康文标,王荣
受保护的技术使用者:佛山碧品居建筑工业化有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!