一种J型管打孔装置的制作方法
本技术涉及换热器的原材料的生产,尤其涉及一种j型管打孔装置。
背景技术:
1、管翅式换热器作为一种紧凑式换热器,在制冷行业具有广泛的应用,其主要的原材料是铜管和散热翅片。
2、在某些特殊的管翅式换热器上,需要用到图1所示的j型管1,该j型管1包括直管段11和弯钩段12,其中弯钩段12的自由端的内侧开设管孔101。目前,生产这种j型管1的方法是:首先裁出适宜长度的直管,然后将该直管靠着弯膜绕弯,即可成型j型管,接着要对j型管的端部进行整形,最后在j型管上打孔,即可成型带管孔101的j型管1。
3、这种生产方法也存在以下问题,第一、由于在该处打孔位置在弯钩段自由端的内侧,难以实现自动化打孔,因此,目前一般都是采用人工打孔的方式在j型管上打管孔,人工成本较高;第二、由于铜管本身具有一定的弹力,在j型管绕弯成型后会有一定的回弹变形,为了解决这一问题,有一种常见的做法是:在绕弯j型管时加大绕弯的角度,预留回弹变形的余量,但由于不同j型管的回弹变形量各不相同,导致j型管的尺寸偏差较大,优良率较低,j型管的尺寸偏差太大时则又会对后续的打孔精度造成不利影响。
技术实现思路
1、鉴于此,本实用新型的目的在于提供一种能够在夹压塑形j型管的同时自动地对j型管进行打孔的打孔装置。
2、本实用新型为解决其技术问题而采用的技术方案是:
3、一种j型管打孔装置,所述j型管包括直管段和弯钩段,其特征在于,所述打孔装置包括夹模组件和冲孔组件,所述夹模组件上设置有能够夹住j型管并使j型管保持固定形状的夹管塑形结构,所述夹模组件上还设置有能够在其夹住j型管时使弯钩段自由端的内侧部分外露的避让槽,所述冲孔组件包括顶针、冲孔针以及打孔驱动装置,所述顶针由所述打孔驱动装置驱动时从所述弯钩段的端口插入弯钩段内部,所述顶针上设置有与所述冲孔针配合的冲模孔,所述冲孔针由所述打孔驱动装置驱动时可伸入所述避让槽,冲孔针伸入避让槽中后由打孔驱动装置驱动而朝着j型管移动以配合顶针在j型管的弯钩段打孔。
4、作为上述技术方案中的一种优选方案,所述夹模组件包括第一夹模块、位于第一夹模块右侧的第二夹模块以及能够驱动二者相对运动的夹模驱动器,所述夹管塑形结构包括设置于所述第一夹模块右侧壁上的j形的第一夹槽、以及设置于所述第二夹模块左侧壁上的j形的第二夹槽,所述第一夹模块与第二夹模块闭合时,所述第一夹槽和第二夹槽之间形成用于夹紧收纳j型管的j形孔。
5、作为上述技术方案中的一种优选方案,所述避让槽的开口朝下,所述j形孔包括用于夹紧收纳j型管的直管段的直孔段及用于夹紧收纳j型管的弯钩段的弯孔段,所述弯孔段的远离直孔段的内弯部分与所述避让槽导通。
6、作为上述技术方案中的一种优选方案,所述打孔驱动装置包括固定座、升降座、设置于固定座上的并可驱动所述升降座上下移动的升降驱动器、可在升降座上前后移动的冲孔支架、设置于升降座上的并可驱动所述冲孔支架前后移动的冲孔驱动器,所述冲孔针设置于所述冲孔支架的上端且冲孔针的头部朝后,所述升降座向上移动时使所述冲孔针向上伸入避让槽中,所述冲孔驱动器驱动冲孔针在避让槽内向后移动时在j型管的弯钩段打孔。
7、作为上述技术方案中的一种优选方案,所述j形孔的两端开口均朝下,所述顶针设置在所述升降座上,所述升降座向上移动时使所述顶针向上插入j型管的弯钩段的内部。
8、作为上述技术方案中的一种优选方案,所述第一夹模块上设置有与所述第一夹槽导通的导气孔。
9、作为上述技术方案中的一种优选方案,所述第二夹模块上设置有与所述第二夹槽导通的导气孔。
10、作为上述技术方案中的一种优选方案,所述j形孔的两端开口均朝下,所述第一夹模块上设置有可左右导向的导向孔,所述导向孔位于所述第一夹槽环绕的区域,所述导向孔内活动设置有承接件,所述承接件的顶部轮廓与所述第一夹槽的弯钩部分平行,所述承接件的前侧轮廓与所述第一夹槽的平直部分平行,所述第一夹模块与第二夹模块打开时,第一夹模块和第二夹模块之间形成可供j型管进入其中的竖向空隙,所述承接件连接有能够驱动其移动至所述竖向空隙中以承接j型管的接管驱动器。
11、作为上述技术方案中的一种优选方案,所述第二夹模块上设置有沿着左右方向设置的导孔,所述第一夹模块上设置有与所述导孔滑动配合的导杆。
12、本实用新型的有益效果是:本实用新型应用在j型管自动生产线上时,j型管在绕弯机构上绕弯后即可直接转移到夹模组件中进行打孔。在打孔的过程中,j型管被夹模组件夹紧,能够去除j型管绕弯过程中的残余应力,对j型管进行塑形,提高j型管的尺寸精度,另外,在夹压塑形j型管的同时,冲孔组件能够自动地对j型管进行打孔,实现了自动化加工,打孔精度高,成型的j型管尺寸精度高,且夹压j型管和打孔两个步骤同时进行,提高了工作效率。
技术特征:
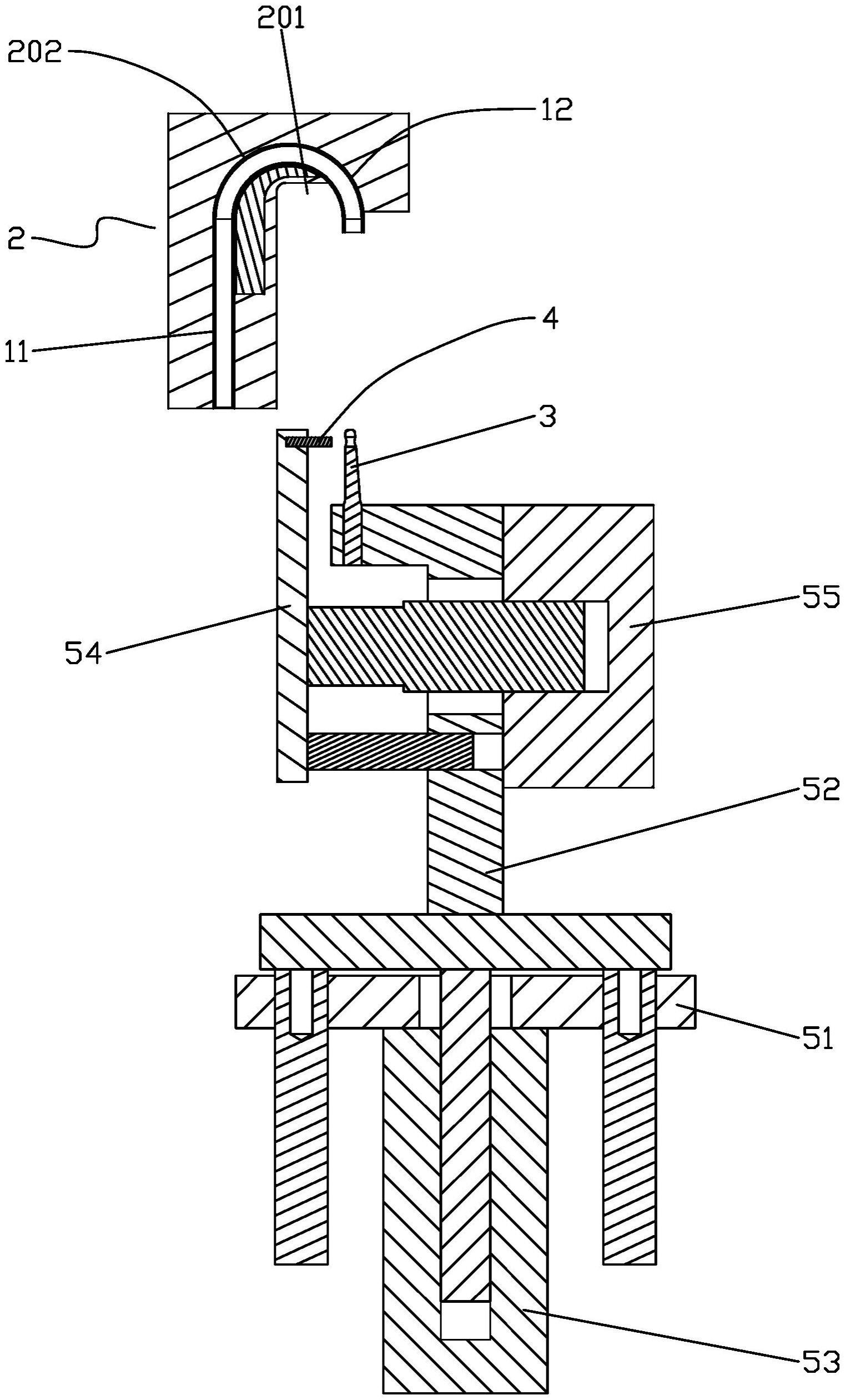
1.一种j型管打孔装置,所述j型管(1)包括直管段(11)和弯钩段(12),其特征在于,所述打孔装置包括夹模组件(2)和冲孔组件,所述夹模组件(2)上设置有能够夹住j型管(1)并使j型管(1)保持固定形状的夹管塑形结构,所述夹模组件(2)上还设置有能够在其夹住j型管(1)时使弯钩段(12)自由端的内侧部分外露的避让槽(201),所述冲孔组件包括顶针(3)、冲孔针(4)以及打孔驱动装置,所述顶针(3)由所述打孔驱动装置驱动时从所述弯钩段(12)的端口插入弯钩段(12)内部,所述顶针(3)上设置有与所述冲孔针(4)配合的冲模孔(31),所述冲孔针(4)由所述打孔驱动装置驱动时可伸入所述避让槽(201),冲孔针(4)伸入避让槽(201)中后由打孔驱动装置驱动而朝着j型管(1)移动以配合顶针(3)在j型管(1)的弯钩段(12)打孔。
2.根据权利要求1所述的一种j型管打孔装置,其特征在于,所述夹模组件(2)包括第一夹模块(21)、位于第一夹模块(21)右侧的第二夹模块(22)以及能够驱动二者相对运动的夹模驱动器,所述夹管塑形结构包括设置于所述第一夹模块(21)右侧壁上的j形的第一夹槽(211)、以及设置于所述第二夹模块(22)左侧壁上的j形的第二夹槽(221),所述第一夹模块(21)与第二夹模块(22)闭合时,所述第一夹槽(211)和第二夹槽(221)之间形成用于夹紧收纳j型管(1)的j形孔(202)。
3.根据权利要求2所述的一种j型管打孔装置,其特征在于,所述避让槽(201)的开口朝下,所述j形孔(202)包括用于夹紧收纳j型管(1)的直管段(11)的直孔段及用于夹紧收纳j型管(1)的弯钩段(12)的弯孔段,所述弯孔段的远离直孔段的内弯部分与所述避让槽(201)导通。
4.根据权利要求3所述的一种j型管打孔装置,其特征在于,所述打孔驱动装置包括固定座(51)、升降座(52)、设置于固定座(51)上的并可驱动所述升降座(52)上下移动的升降驱动器(53)、可在升降座(52)上前后移动的冲孔支架(54)、设置于升降座(52)上的并可驱动所述冲孔支架(54)前后移动的冲孔驱动器(55),所述冲孔针(4)设置于所述冲孔支架(54)的上端且冲孔针(4)的头部朝后,所述升降座(52)向上移动时使所述冲孔针(4)向上伸入避让槽(201)中,所述冲孔驱动器(55)驱动冲孔针(4)在避让槽(201)内向后移动时在j型管(1)的弯钩段(12)打孔。
5.根据权利要求4所述的一种j型管打孔装置,其特征在于,所述j形孔(202)的两端开口均朝下,所述顶针(3)设置在所述升降座(52)上,所述升降座(52)向上移动时使所述顶针(3)向上插入j型管(1)的弯钩段(12)的内部。
6.根据权利要求2所述的一种j型管打孔装置,其特征在于,所述第一夹模块(21)上设置有与所述第一夹槽(211)导通的导气孔(203)。
7.根据权利要求2或6所述的一种j型管打孔装置,其特征在于,所述第二夹模块(22)上设置有与所述第二夹槽(221)导通的导气孔(203)。
8.根据权利要求3所述的一种j型管打孔装置,其特征在于,所述j形孔(202)的两端开口均朝下,所述第一夹模块(21)上设置有可左右导向的导向孔(212),所述导向孔(212)位于所述第一夹槽(211)环绕的区域,所述导向孔(212)内活动设置有承接件(23),所述承接件(23)的顶部轮廓与所述第一夹槽(211)的弯钩部分平行,所述承接件(23)的前侧轮廓与所述第一夹槽(211)的平直部分平行,所述第一夹模块(21)与第二夹模块(22)打开时,第一夹模块(21)和第二夹模块(22)之间形成可供j型管(1)进入其中的竖向空隙(204),所述承接件(23)连接有能够驱动其移动至所述竖向空隙(204)中以承接j型管(1)的接管驱动器(24)。
技术总结
本技术公开了一种J型管打孔装置,J型管包括直管段和弯钩段,打孔装置包括夹模组件和冲孔组件,夹模组件上设置有能够夹住J型管并使J型管保持固定形状的夹管塑形结构,夹模组件上还设置有能够在其夹住J型管时使弯钩段自由端的内侧部分外露的避让槽,冲孔组件包括顶针、冲孔针以及打孔驱动装置,顶针由打孔驱动装置驱动时从弯钩段的端口插入弯钩段内部,顶针上设置有与冲孔针配合的冲模孔,冲孔针由打孔驱动装置驱动时可伸入避让槽,冲孔针伸入避让槽中后由打孔驱动装置驱动而朝着J型管移动以在J型管的弯钩段打孔。本技术能够在夹压塑形J型管的同时自动地对J型管进行打孔,实现了自动化加工,提高了工作效率。
技术研发人员:龙晓明,曹敏,陈家金
受保护的技术使用者:奥美森智能装备股份有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!