叉车倒车镜支架焊接工装的制作方法
本技术涉及叉车倒车镜支架焊接,尤其涉及一种叉车倒车镜支架焊接工装。
背景技术:
1、由于叉车倒车镜支架形状不规则,焊接加工时尺寸无法保证在公差范围内及产品合格率,产品更是无法保证一致。
技术实现思路
1、本实用新型为解决上述问题,提供一种叉车倒车镜支架焊接工装。
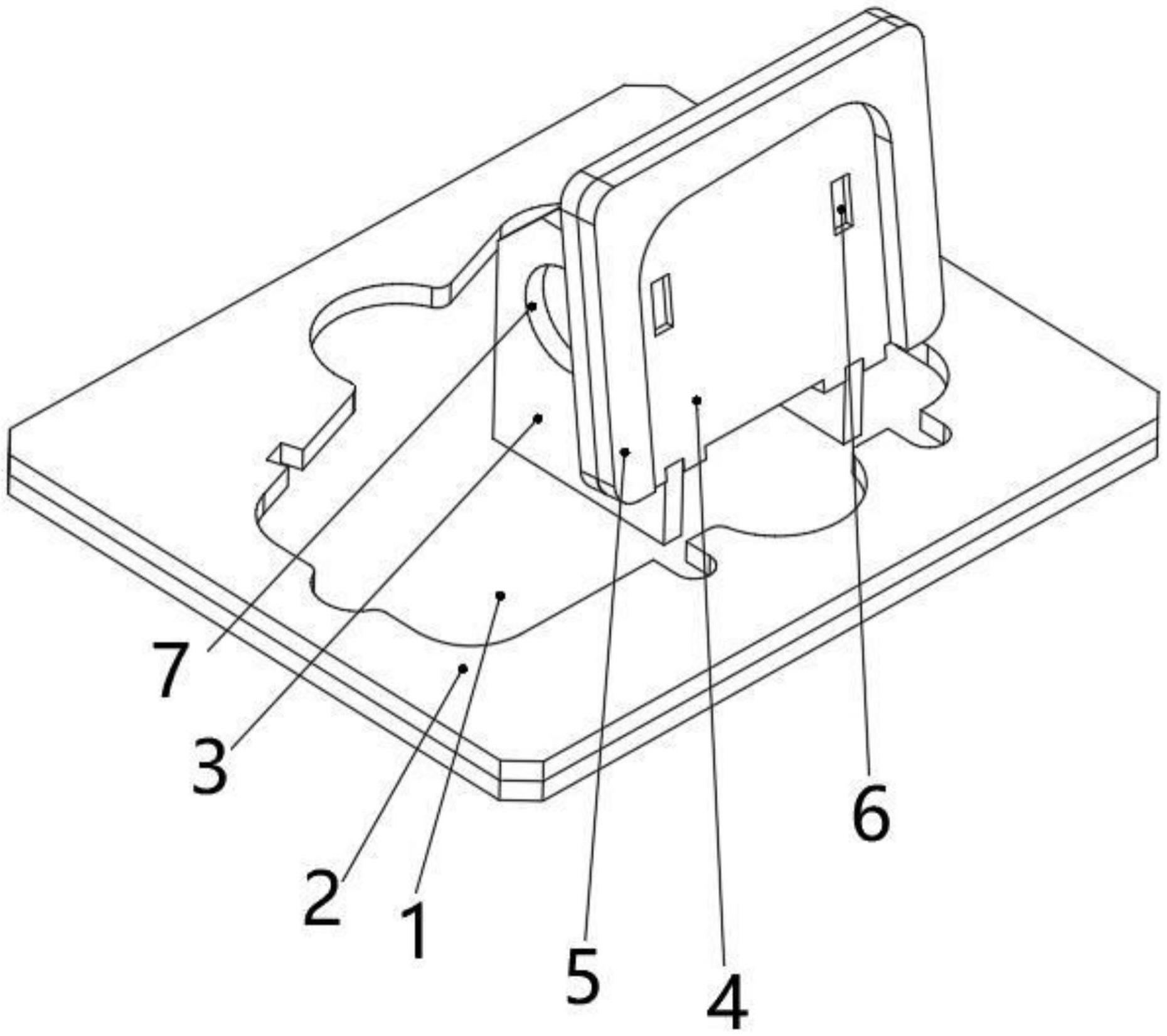
2、为解决上述技术问题,本实用新型的技术方案是:叉车倒车镜支架焊接工装,包括底板,底板上固定安装有上围板,上围板的中部开设有部件一定位槽,部件一定位槽内分布有两块间隔且平行的角度板,两块角度板的底部焊接在底板上,两块角度板上安装有侧板,侧板内开设有两个定位孔,侧板的外侧固定安装有上限位板,上限位板内开设有部件二定位槽,两个定位孔位于部件二定位槽内。
3、进一步的,角度板上开设有减重孔。
4、本实用新型的应用,提高产品一致性,并将尺寸控制在有效范围内,大大的提高了焊接效率,提升合格率,从而控制了因不良产生的浪费。
技术特征:
1.叉车倒车镜支架焊接工装,其特征在于,包括底板(1),底板(1)上固定安装有上围板(2),上围板(2)的中部开设有部件一定位槽,部件一定位槽内分布有两块间隔且平行的角度板(3),两块角度板(3)的底部焊接在底板(1)上,两块角度板(3)上安装有侧板(4),侧板(4)内开设有两个定位孔(6),侧板(4)的外侧固定安装有上限位板(5),上限位板(5)内开设有部件二定位槽,两个定位孔(6)位于部件二定位槽内。
2.根据权利要求1所述的叉车倒车镜支架焊接工装,其特征在于,所述的角度板(3)上开设有减重孔(7)。
技术总结
本技术公开了一种叉车倒车镜支架焊接工装,包括底板,底板上固定安装有上围板,上围板的中部开设有部件一定位槽,部件一定位槽内分布有两块间隔且平行的角度板,两块角度板的底部焊接在底板上,两块角度板上安装有侧板,侧板内开设有两个定位孔,侧板的外侧固定安装有上限位板,上限位板内开设有部件二定位槽,两个定位孔位于部件二定位槽内。本技术的应用,提高产品一致性,并将尺寸控制在有效范围内,大大的提高了焊接效率,提升合格率,从而控制了因不良产生的浪费。
技术研发人员:薛殿荣,王峰
受保护的技术使用者:大连嘉和顺机械制造有限公司
技术研发日:20221229
技术公布日:2024/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1