一种变速箱拨叉的定位销压铆一体装置及其压头的制作方法
本申请涉及变速箱拨叉定位销装配,特别涉及一种变速箱拨叉的定位销压铆一体装置及其压头。
背景技术:
1、在汽车的变速箱中,变速箱的拨叉装配大多数是采用定位销来固定,使拨叉轴和拨叉在多次拆装后也能有很好的复原度。
2、目前,在变速箱的拨叉的装配方式中,是先用压机在对应位置和方向压装定位销,后用工装在拨叉孔的一端进行三次间隔均匀的点铆。但现有装配方式生产效率低下,无法适应大批量生产,且对装配工人的熟练度有较高的依赖性。
3、因此,如何能够提供一种解决上述技术问题的压头是本领域技术人员亟需解决的技术问题。
技术实现思路
1、本申请的目的是提供一种压头,能够满足工件一次装配到位的要求,提高了生产效率。本申请的另一目的是提供一种包括上述压头的变速箱拨叉的定位销压铆一体装置。
2、为实现上述目的,本申请提供一种压头,包括:
3、安装主体,具有安装孔位,装配于压机设备;和
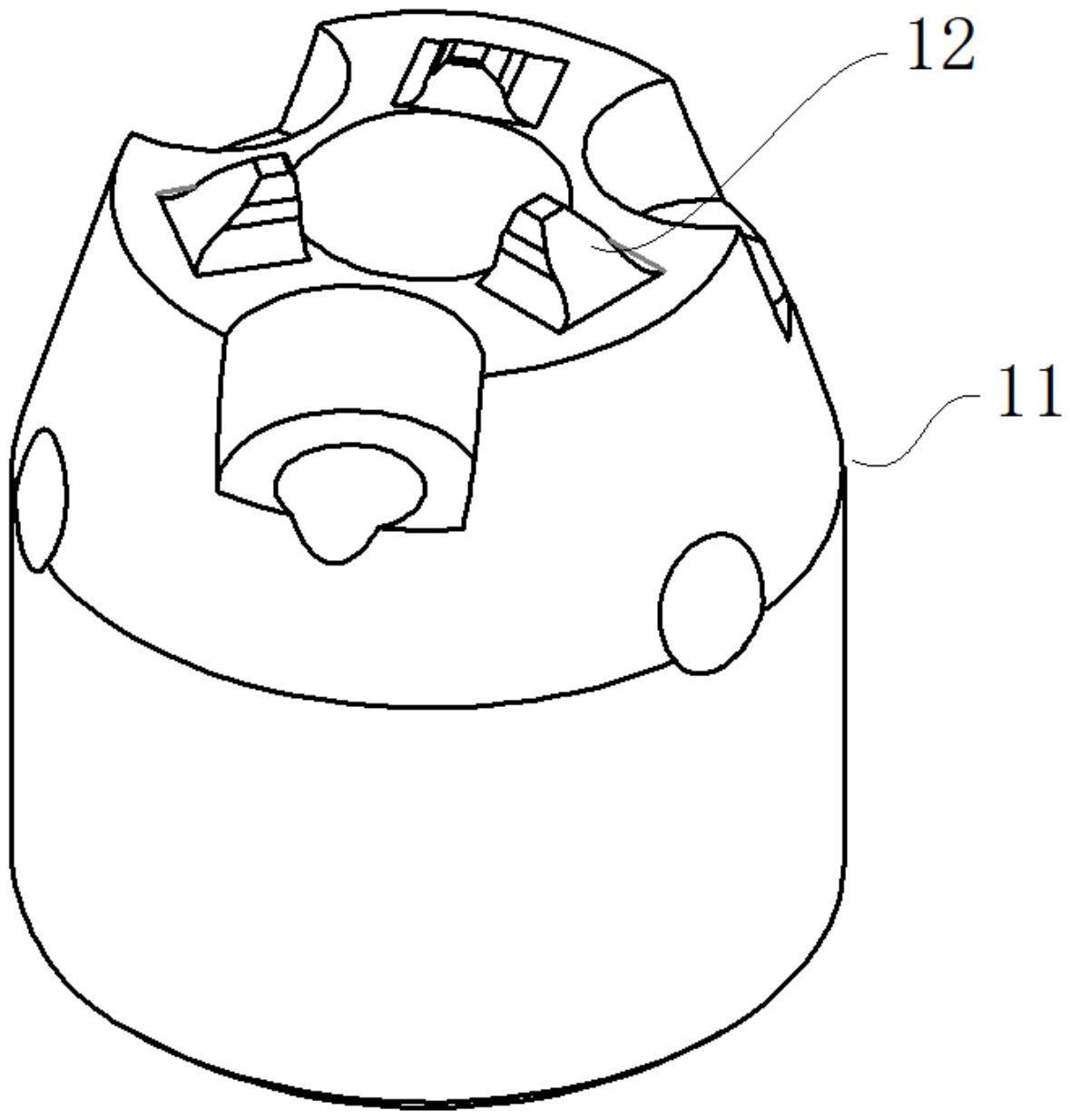
4、三处铆点,在所述安装主体的端部按圆周分布;
5、在所述安装主体受压机设备控制动作时,三处所述铆点同时与拨叉工件接触并使拨叉工件一次装配到位。
6、在一些实施例中,三处所述铆点等距均匀布置,所述铆点的相邻夹角为120°。
7、在一些实施例中,所述安装主体通过螺栓装配到压机设备上。
8、在一些实施例中,所述安装主体的中部开设有在轴线方向上贯通的压头中心孔,所述安装主体的周侧开设有与轴线方向垂直且与所述压头中心孔连通的横孔。
9、在一些实施例中,三处所述横孔在所述安装主体的周侧按圆周分布且等距均匀布置。
10、在一些实施例中,所述横孔与所述铆点布置在所述安装主体的相同圆周位置。
11、在一些实施例中,所述安装主体在相邻的所述铆点之间开设有沉槽,且在所述沉槽处开设有在轴线方向上贯通的直孔。
12、本申请还提供了一种变速箱拨叉的定位销压铆一体装置,包括压机设备以及上述压头,所述压头装配于所述压机设备。
13、在一些实施例中,所述变速箱拨叉的定位销压铆一体装置还包括拨叉底座,所述拨叉底座设置于所述压头的下方,所述拨叉底座用于承载拨叉工件。
14、在一些实施例中,所述拨叉底座的上表面与拨叉工件在外轮廓上契合,所述拨叉底座的中部具有在轴线方向上贯通的底座中心孔,所述拨叉底座的下表面具有一对沉孔。
15、相对于上述背景技术,本申请所提供的压头包括安装主体和三处铆点;安装主体具有安装孔位,装配于压机设备;三处铆点在安装主体的端部按圆周分布。与现有技术对比,在拨叉工件的装配上,现有的设备和工装操作繁复,无法适应大批量生产且工作人员的劳动强度高;该压头有三处铆点,进而在安装主体受压机设备控制动作时,三处铆点同时与拨叉工件接触并使拨叉工件一次装配到位。
16、综上,该压头能够满足工件一次装配到位的要求,提高了生产效率。
技术特征:
1.一种压头,其特征在于,包括:
2.根据权利要求1所述的压头,其特征在于,三处所述铆点(12)等距均匀布置,所述铆点(12)的相邻夹角为120°。
3.根据权利要求1所述的压头,其特征在于,所述安装主体(11)通过螺栓装配到压机设备上。
4.根据权利要求1所述的压头,其特征在于,所述安装主体(11)的中部开设有在轴线方向上贯通的压头中心孔(111),所述安装主体(11)的周侧开设有与轴线方向垂直且与所述压头中心孔(111)连通的横孔(112)。
5.根据权利要求4所述的压头,其特征在于,三处所述横孔(112)在所述安装主体(11)的周侧按圆周分布且等距均匀布置。
6.根据权利要求5所述的压头,其特征在于,所述横孔(112)与所述铆点(12)布置在所述安装主体(11)的相同圆周位置。
7.根据权利要求1所述的压头,其特征在于,所述安装主体(11)在相邻的所述铆点(12)之间开设有沉槽(113),且在所述沉槽(113)处开设有在轴线方向上贯通的直孔(114)。
8.一种变速箱拨叉的定位销压铆一体装置,其特征在于,包括压机设备以及如权利要求1至7任一项所述的压头(10),所述压头(10)装配于所述压机设备。
9.根据权利要求8所述的变速箱拨叉的定位销压铆一体装置,其特征在于,还包括拨叉底座(20),所述拨叉底座(20)设置于所述压头(10)的下方,所述拨叉底座(20)用于承载拨叉工件。
10.根据权利要求9所述的变速箱拨叉的定位销压铆一体装置,其特征在于,所述拨叉底座(20)的上表面与拨叉工件在外轮廓上契合,所述拨叉底座(20)的中部具有在轴线方向上贯通的底座中心孔(201),所述拨叉底座(20)的下表面具有一对沉孔(202)。
技术总结
本申请公开了一种变速箱拨叉的定位销压铆一体装置及其压头,所述压头包括安装主体和三处铆点;安装主体具有安装孔位,装配于压机设备;三处铆点在所述安装主体的端部按圆周分布;在所述安装主体受压机设备控制动作时,三处所述铆点同时与拨叉工件接触并使拨叉工件一次装配到位。上述压头能够满足工件一次装配到位的要求,提高了生产效率。
技术研发人员:胡俊杨,孙赛赛
受保护的技术使用者:安徽华菱汽车有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!