一种凹圆弧铣刀的制作方法
本技术涉及铣刀,特别涉及一种用于切削的凹圆弧铣刀。
背景技术:
1、铣刀是用于铣削加工、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等,为了确保使用足够高的平均切屑厚度/每齿进给量,必须正确地确定适合于该工序的铣刀的刀齿数。
2、目前传统的成型铣刀加工效率低,无法保证生产工艺要求,且刀具在使用过程中容易出现崩刀,影响其使用寿命,亟需改进。
技术实现思路
1、为了提高加工效率和加工精度,本申请提供一种凹圆弧铣刀。
2、本申请提供的一种凹圆弧铣刀采用如下的技术方案:
3、一种凹圆弧铣刀,包括可供夹具固定的刀柄,所述刀柄一端设有用于切削的切削刃和用于将碎屑排出的容屑槽,所述切削刃包括端刃、周刃以及弧刃,所述端刃以及所述周刃用于切削工件,所述弧刃用于铣削加工凸r型面。
4、通过采用上述技术方案,通过切削刃对待加工工件进行加工,弧刃在加工的过程中使工件成型有凸r面,通过容屑槽将加工的碎屑及时排出,提高加工的精度,同时防止碎屑对切屑刃造成损坏,提高铣刀的使用寿命,还能提高加工的效率。
5、优选的,所述周刃呈直刃或螺旋状置于所述切削刃的侧部并呈中心对称设置,所述端刃位于所述周刃的前端,所述弧刃的一端与所述端刃相连接,所述弧刃为内凹状。
6、通过采用上述技术方案,通过端刃对位于该铣刀底部的工件进行切削,周刃对位于铣刀侧壁的工件进行切削,结构可靠,切削效率高。
7、优选的,所述周刃的螺旋角0°~10°。
8、通过采用上述技术方案,保证周刃的切削能力同时能够保证碎屑在容屑槽的及时排出,减小在加工过程中的升温,从而保证加工效率和加工精度。
9、优选的,所述弧刃与端刃轴线的倾斜角为1°-3°。
10、通过采用上述技术方案,提高了弧刃在下降过程中对工件的切削能力,同时保证了一定的排屑能力,减少铣刀在上下升降加工过程中的对工件造成的铣痕,提高表面粗糙度,提高加工效率和加工精度。
11、优选的,所述弧刃相对水平面的倾斜角为1°-3°
12、通过采用上述技术方案,提高了弧刃在水平滑移过程中对工件的切削能力,同时保证了一定的排屑能力,减少铣刀在水平滑移加工过程中的对工件造成的铣痕,提高表面粗糙度,提高加工效率和加工精度。
13、优选的,所述切削刃与所述容屑槽的数量均为四个。
14、通过采用上述技术方案,多个容屑槽可以提高碎屑排料的排出速度,减少碎屑堆积而引起的发热,从而提高加工效率和加工精度。
15、优选的,四个所述切削刃与所述容屑槽均匀周向设于所述刀柄的一端。
16、通过采用上述技术方案,减少碎屑堆积时对铣刀造成的应力集中,从而减少工件加工过程中对该铣刀的磨损,提高该铣刀的使用寿命。
17、优选的,所述刀柄远离所述切削刃一端设有倒角。
18、通过采用上述技术方案,通过在刀柄上设置倒角,在安装该铣刀时有导向功能,从而提高安装铣刀的效率和降低安装的难度。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1、通过切削刃对待加工工件进行加工,弧刃在加工的过程中使工件成型有凸r面,通过容屑槽将加工的碎屑及时排出,提高加工的精度,同时防止碎屑对切屑刃造成损坏,提高铣刀的使用寿命,还能提高加工的效率;
21、2、多个容屑槽可以提高碎屑排料的排出速度,减少碎屑堆积而引起的发热,从而提高加工效率和加工精度;
22、3、通过在刀柄上设置倒角,在安装该铣刀时有导向功能,从而提高安装铣刀的效率和降低安装的难度。
技术特征:
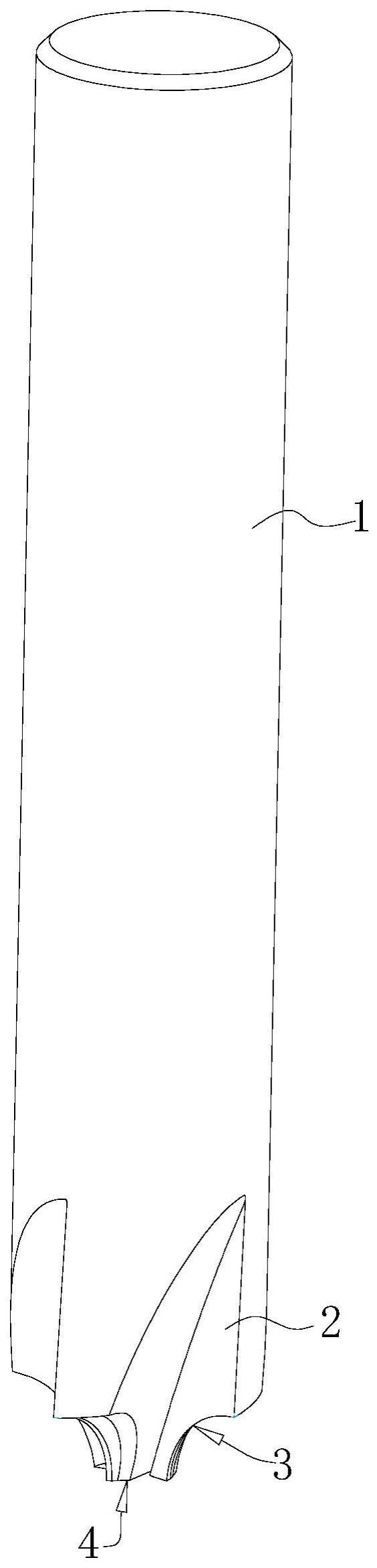
1. 一种凹圆弧铣刀,其特征在于:包括可供夹具固定的刀柄(1),所述刀柄(1)一端设有用于切削的切削刃(2)和用于将碎屑排出的容屑槽(3),所述切削刃(2)包括端刃、周刃以及弧刃,所述端刃以及所述周刃用于切削工件,所述弧刃用于铣削加工凸 r 型面。
2.根据权利要求1所述的一种凹圆弧铣刀,其特征在于:所述周刃呈直刃或螺旋状置于所述切削刃(2)的侧部并呈中心对称设置,所述端刃位于所述周刃的前端,所述弧刃的一端与所述端刃相连接,所述弧刃为内凹状。
3. 根据权利要求2所述的一种凹圆弧铣刀,其特征在于:所述周刃的螺旋角 0°~10°。
4. 根据权利要求2所述的一种凹圆弧铣刀,其特征在于:所述弧刃与端刃轴线的倾斜角为 1°-3°。
5. 根据权利要求2所述的一种凹圆弧铣刀,其特征在于:所述弧刃相对水平面的倾斜角为 1°-3°。
6.根据权利要求2所述的一种凹圆弧铣刀,其特征在于:所述切削刃(2)与所述容屑槽(3)的数量均为四个。
7.根据权利要求2所述的一种凹圆弧铣刀,其特征在于:四个所述切削刃(2)与所述容屑槽(3)均匀周向设于所述刀柄(1)的一端。
8.根据权利要求1所述的一种凹圆弧铣刀,其特征在于:所述刀柄(1)远离所述切削刃(2)一端设有倒角(4)。
技术总结
本申请涉及铣刀技术领域,特别涉及一种凹圆弧铣刀。其技术方案的要点是:包括可供夹具固定的刀柄,所述刀柄一端设有用于切削的切削刃和用于将碎屑排出的容屑槽,所述切削刃包括端刃、周刃以及弧刃,所述端刃以及所述周刃用于切削工件,所述弧刃用于铣削加工凸R型面。本申请具有提高加工效率和加工精度的优点。
技术研发人员:周四海,彭飞,张洪林
受保护的技术使用者:广东优能特五金科技有限公司
技术研发日:20221227
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!