一种高压共轨管自动装夹机构的制作方法
本技术涉及高压共轨管加工,具体为一种高压共轨管自动装夹机构。
背景技术:
1、高压共轨管将供油泵提供的高压燃油分配到各喷油器中,起蓄压器的作用。它的容积应削减高压油泵的供油压力波动和每个喷油器由喷油过程引起的压力震荡,使高压油轨中的压力波动控制在5mpa之下。
2、高压共轨管包括主管、法兰和设置在主管上与喷油器连接的多个接头,高压共轨管生产过程中有一道对各个接头铣加工的工序,在接头铣加工时必须保证对高压共轨管固定的稳定性,高压共轨管在铣加工过程中转动,会影响加工精度。但是高压共轨管形状不规则,采用常规的装夹机构难以准确夹持定位。因此,设计一种高压共轨管自动装夹机构是很有必要的。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本实用新型提供一种高压共轨管自动装夹机构,实现对高压共轨管的径向定位和轴向定位,保证对高压共轨管装夹的稳定性,避免共轨管接头铣加工时高压共轨管转动,提升加工精度。
2、为实现上述目的,本实用新型提供如下技术方案:一种高压共轨管自动装夹机构,包括底座,所述底座上安装有支撑机构和夹紧机构,所述支撑机构包括轨体v形架,所述轨体v形架设置有两组,且两组轨体v形架分设于底座的顶部两侧;
3、夹紧机构包括中心定位夹和法兰定位夹,所述中心定位夹分设于底座的两侧,且两侧的中心定位夹与轨体v形架的弧壁中心同轴设置,所述法兰定位夹安装在轨体v形架的侧边,且法兰定位夹设置在轨体v形架的轴心线下方。
4、优选的,所述中心定位夹包括第一气缸架、第一伸缩气缸和中心顶头;
5、所述第一气缸架对称安装在底座的顶部两侧,所述第一气缸架的内部安装有第一伸缩气缸,所述第一伸缩气缸的伸缩端固定有中心顶头,且中心顶头与轨体v形架的弧壁中心同轴设置。
6、优选的,所述中心顶头包括圆盘背板,所述圆盘背板固定在第一伸缩气缸的伸缩端,所述圆盘背板的中心处固定有阶梯状限位头。
7、优选的,所述法兰定位夹包括法兰靠板,所述法兰靠板安装在轨体v形架的侧边,所述底座上正对应法兰靠板安装有第二气缸架,所述第二气缸架上安装有第二伸缩气缸,所述第二伸缩气缸的伸缩端固定有法兰推板。
8、优选的,所述法兰靠板上开设有定位凹槽,所述法兰推板的中心处固定有定位凸起。
9、本实用新型的有益效果为:
10、1、实现对高压共轨管的径向定位和轴向定位,保证对高压共轨管装夹的稳定性,避免共轨管接头铣加工时高压共轨管转动,提升加工精度;
11、2、中心顶头由圆盘背板和阶梯状限位头组成,阶梯状限位头方便实现不同内径的高压共轨管的定位,提升使用的方便性。
技术特征:
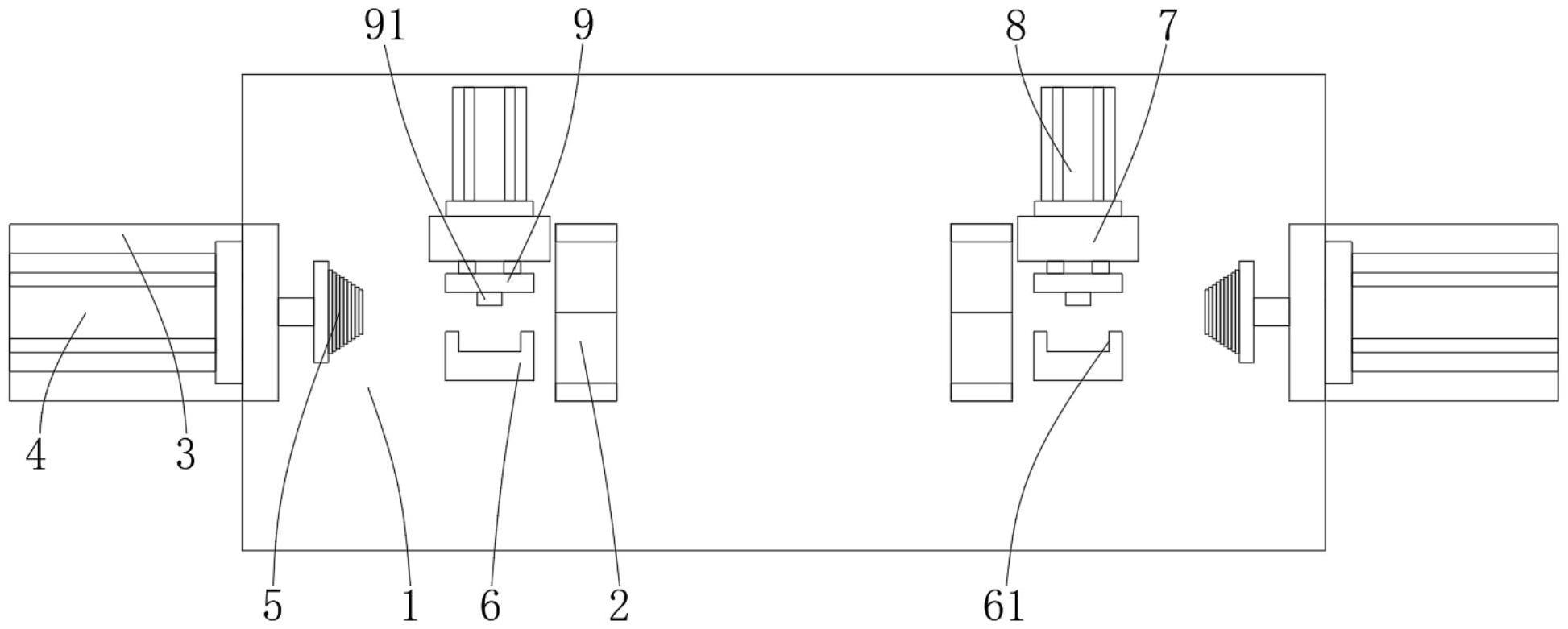
1.一种高压共轨管自动装夹机构,包括底座(1),所述底座(1)上安装有支撑机构和夹紧机构,其特征在于:所述支撑机构包括轨体v形架(2),所述轨体v形架(2)设置有两组,且两组轨体v形架(2)分设于底座(1)的顶部两侧;
2.根据权利要求1所述的一种高压共轨管自动装夹机构,其特征在于:所述中心定位夹包括第一气缸架(3)、第一伸缩气缸(4)和中心顶头(5);
3.根据权利要求2所述的一种高压共轨管自动装夹机构,其特征在于:所述中心顶头(5)包括圆盘背板(51),所述圆盘背板(51)固定在第一伸缩气缸(4)的伸缩端,所述圆盘背板(51)的中心处固定有阶梯状限位头(52)。
4.根据权利要求1所述的一种高压共轨管自动装夹机构,其特征在于:所述法兰定位夹包括法兰靠板(6),所述法兰靠板(6)安装在轨体v形架(2)的侧边,所述底座(1)上正对应法兰靠板(6)安装有第二气缸架(7),所述第二气缸架(7)上安装有第二伸缩气缸(8),所述第二伸缩气缸(8)的伸缩端固定有法兰推板(9)。
5.根据权利要求4所述的一种高压共轨管自动装夹机构,其特征在于:所述法兰靠板(6)上开设有定位凹槽(61),所述法兰推板(9)的中心处固定有定位凸起(91)。
技术总结
本技术公开了一种高压共轨管自动装夹机构,包括底座,所述底座上安装有支撑机构和夹紧机构,所述支撑机构包括轨体V形架,所述轨体V形架设置有两组,且两组轨体V形架分设于底座的顶部两侧;夹紧机构包括中心定位夹和法兰定位夹,所述中心定位夹分设于底座的两侧,且两侧的中心定位夹与轨体V形架的弧壁中心同轴设置,所述法兰定位夹安装在轨体V形架的侧边,且法兰定位夹设置在轨体V形架的轴心线下方。本技术实现对高压共轨管的径向定位和轴向定位,保证对高压共轨管装夹的稳定性,避免共轨管接头铣加工时高压共轨管转动,提升加工精度。
技术研发人员:周一峰
受保护的技术使用者:无锡创捷汽车部件有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!