一种汽车差速器壳体加工装置的制作方法
本技术涉及汽车零部件加工,尤其涉及一种汽车差速器壳体加工装置。
背景技术:
1、汽车差速器能够使左、右或前、后驱动轮实现以不同转速转动的机构。主要由左右半轴齿轮、两个行星齿轮及齿轮架组成。
2、现有差速器机壳一般呈球面结构,在对不同规格结构的差速器机壳进行夹持装配时,需要更换相应的夹持装置进行使用,无法进行多功能夹持使用,夹持功能较为单一,为此,我们提出一种汽车差速器壳体加工装置。
技术实现思路
1、本实用新型主要是解决上述现有差速器机壳一般呈球面结构,在对不同规格结构的差速器机壳进行夹持装配时,需要更换相应的夹持装置进行使用,无法进行多功能夹持使用的技术问题,提供多功能夹持使用的一种汽车差速器壳体加工装置。
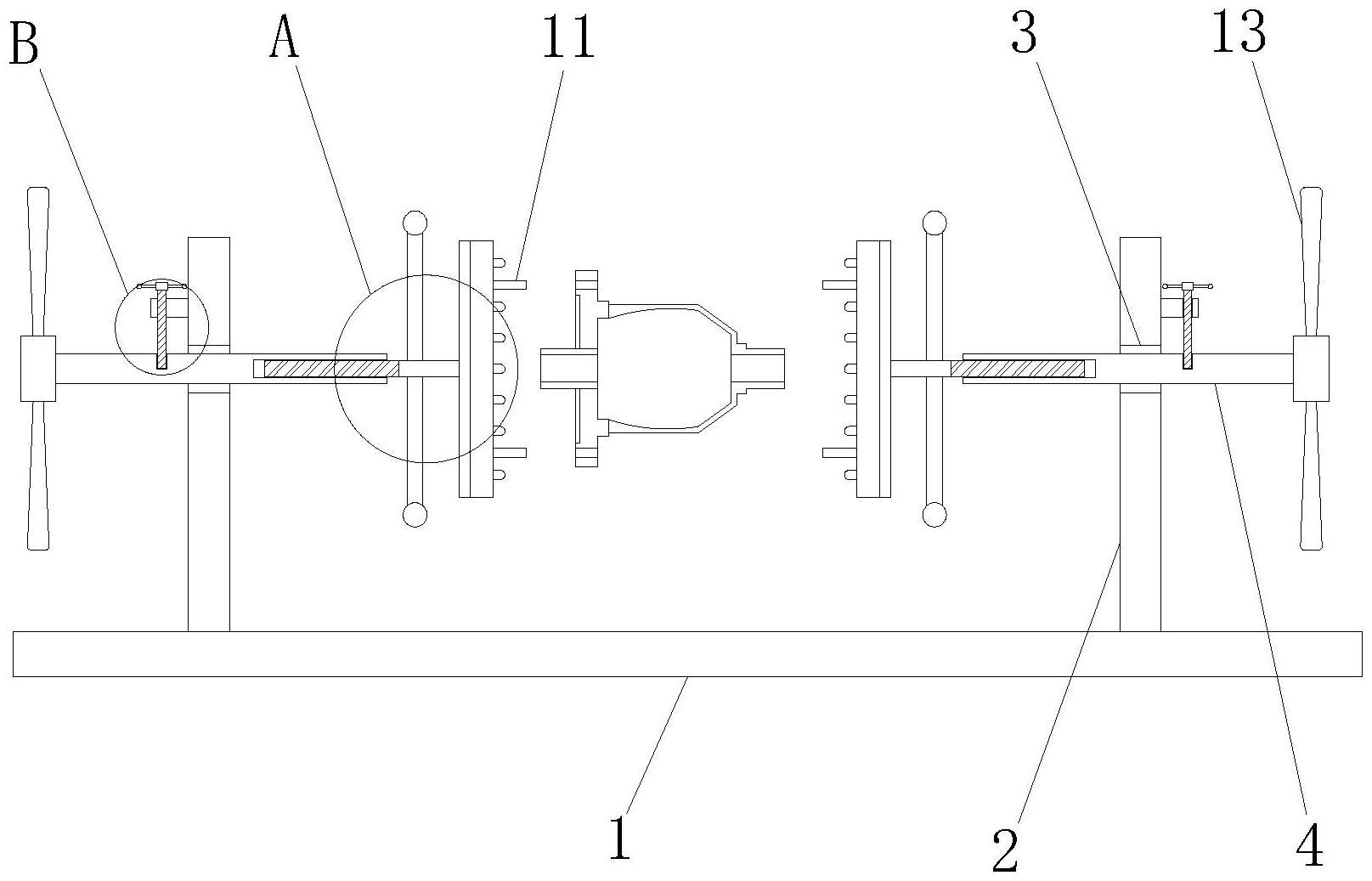
2、为了实现上述目的,本实用新型采用了如下技术方案,一种汽车差速器壳体加工装置,包括底座和固定安装在底座顶部上的两组支撑板件,所述支撑板件的内部开设有贯穿支撑板件整体的安装槽,所述安装槽的内壁通过外部活动轴承活动连接有支撑杆,所述支撑杆的内部开设有收纳螺槽,所述收纳螺槽的内部螺纹装配有可以伸缩调节的调节夹杆,两组所述调节夹杆相互对应两端均固定安装有夹板,两组所述夹板对应两侧位置均设置有可以对不同规格壳体进行形变适配夹持的形变夹垫。
3、作为优选,两组所述形变夹垫相互对应两侧均多组环绕设置有可以对外部差速器机壳自身安装法兰限位安装的限位机构以及凸垫,所述限位机构自身具有形变特性,所述调节夹杆的外壁设置有两组控制杆。
4、作为优选,两组夹板上的形变夹垫在与外部差速器机壳进行夹持时,通过多组限位机构首先与机壳法兰盘自身插孔限位安装,而多组限位机构可以与机壳外壁夹持卡接,使对不同规格外观机壳进行夹持使用。
5、作为优选,所述支撑杆的外壁设置有两组拨杆,两组所述支撑板件相互背离一侧均固定安装有连接件,所述连接件的内部竖直向下开设有螺孔,所述螺孔的内部螺纹装配有可以对支撑杆自身限位阻止的限位螺轴,所述限位螺轴的顶部设置有拨件,所述支撑杆的外壁顶部位置开设有限位螺孔。
6、作为优选,所述限位螺轴底部默认状态下与限位螺孔内部螺纹装配在一起,在对夹持机壳进行旋转调节时,使限位螺轴自身螺纹配合取出限位螺孔内部,方便支撑杆旋转调节使用。
7、有益效果
8、本实用新型提供了一种汽车差速器壳体加工装置。具备以下有益效果:
9、(1)、该一种汽车差速器壳体加工装置,该底座上整体装置可以对外部差速器机壳进行夹持铣削加工使用,现有差速器机壳一般呈球面结构,在对不同规格结构的差速器机壳进行夹持装配时,需要更换相应的夹持装置进行使用,无法进行多功能夹持使用,夹持功能较为单一,而该夹板上的形变夹垫在对球面形机壳进行夹持时,通过多组限位机构与外部机壳自身法兰安装孔进行插接并通过形变夹垫挤压固定即可,而对不同规格形状的机壳夹持时,两组夹板上的形变夹垫在对机壳夹持后可通过形变夹垫自身形变特性与其不同规格机壳外壁相贴合适配贴合,而多组限位机构自身可以对机壳不同位置接触卡接夹持,从而达到多功能对不同规格机壳夹持使用,提高现有夹持机构实用性的效果。
10、(2)、该一种汽车差速器壳体加工装置,该支撑杆内部的调节夹杆在配合机壳进行伸缩调节紧固后,将连接件内部的限位螺轴向上拨动旋转取出限位螺孔中,这时可以通过拨杆控制支撑杆整体带动夹持的机壳进行旋转调节,使全方位铣削加工使用,无需重新拆卸再进行夹持,从而达到提高机壳铣削加工效率的效果。
技术特征:
1.一种汽车差速器壳体加工装置,包括底座(1)和固定安装在底座(1)顶部上的两组支撑板件(2),其特征在于:支撑板件(2)的内部开设有贯穿支撑板件(2)整体的安装槽(3),安装槽(3)的内壁通过外部活动轴承活动连接有支撑杆(4),支撑杆(4)的内部开设有收纳螺槽(5),收纳螺槽(5)的内部螺纹装配有可以伸缩调节的调节夹杆(6),两组调节夹杆(6)相互对应两端均固定安装有夹板(9),两组夹板(9)对应两侧位置均设置有可以对不同规格壳体进行形变适配夹持的形变夹垫(10)。
2.根据权利要求1所述的一种汽车差速器壳体加工装置,其特征在于:两组形变夹垫(10)相互对应两侧均多组环绕设置有可以对外部差速器机壳自身安装法兰限位安装的限位机构(11)以及凸垫(12),限位机构(11)自身具有形变特性,调节夹杆(6)的外壁设置有两组控制杆(8)。
3.根据权利要求1所述的一种汽车差速器壳体加工装置,其特征在于:两组夹板(9)上的形变夹垫(10)在与外部差速器机壳进行夹持时,通过多组限位机构(11)首先与机壳法兰盘自身插孔限位安装,而多组限位机构(11)可以与机壳外壁夹持卡接,使对不同规格外观机壳进行夹持使用。
4.根据权利要求1所述的一种汽车差速器壳体加工装置,其特征在于:支撑杆(4)的外壁设置有两组拨杆(13),两组支撑板件(2)相互背离一侧均固定安装有连接件(14),连接件(14)的内部竖直向下开设有螺孔(15),螺孔(15)的内部螺纹装配有可以对支撑杆(4)自身限位阻止的限位螺轴(16),限位螺轴(16)的顶部设置有拨件(17),支撑杆(4)的外壁顶部位置开设有限位螺孔(18)。
5.根据权利要求4所述的一种汽车差速器壳体加工装置,其特征在于:限位螺轴(16)底部默认状态下与限位螺孔(18)内部螺纹装配在一起,在对夹持机壳进行旋转调节时,使限位螺轴(16)自身螺纹配合取出限位螺孔(18)内部,方便支撑杆(4)旋转调节使用。
技术总结
本技术涉及汽车零部件加工技术领域,且公开了一种汽车差速器壳体加工装置,包括底座和固定安装在底座顶部上的两组支撑板件,支撑板件的内部开设有贯穿支撑板件整体的安装槽,安装槽的内壁通过外部活动轴承活动连接有支撑杆,本技术中,该夹板上的形变夹垫在对球面形机壳进行夹持时,通过多组限位机构与外部机壳自身法兰安装孔进行插接并通过形变夹垫挤压固定即可,而对不同规格形状的机壳夹持时,两组夹板上的形变夹垫在对机壳夹持后可通过形变夹垫自身形变特性与其不同规格机壳外壁相贴合适配贴合,而多组限位机构自身可以对机壳不同位置接触卡接夹持,从而达到多功能对不同规格机壳夹持使用,提高现有夹持机构实用性的效果。
技术研发人员:胡其林,孙万杰,孙宁,范小桌,柴常布
受保护的技术使用者:烟台申达汽车部件有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!