一种氩气喷嘴的制作方法
本技术涉及焊接喷嘴,具体是一种氩气喷嘴。
背景技术:
1、氩气喷嘴是用于氩弧焊接设备的配件,氩弧焊接技术,是通过使用氩气作为保护气体的一种焊接技术,氩弧焊是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区的氧化,现在在深海石油管道制造时,一般会使用上述焊接技术进行管道加工制造,保证石油管道保护焊接后在深海环境的使用稳定和强度。
2、经检索专利公开号为:cn205362967u的“一种钨极氩弧焊送丝喷嘴”,其中送丝喷嘴包括上喷嘴、连接卡套和下喷嘴,下喷嘴包括送丝嘴和气喷嘴,送丝嘴固定设置在气喷嘴上,连接卡套的一端与上喷嘴旋转配合,其另一端与气喷嘴固定连接,在送丝嘴上设有导丝孔,本实用新型其结构紧凑、使用方便。在实际的使用过程中,现在的喷头都是直喷方式出气,保护气体喷出的位置就在中心焊接金属的外侧一点位置,无法做到更加稳定高效的保护焊接,存在喷气焊接不稳定的问题存在,进而进入氧气出现氧化问题。
技术实现思路
1、本实用新型的目的在于提供一种氩气喷嘴,以解决上述背景技术中提出的喷头保护气体喷出位置单一,存在漏气问题。
2、为实现上述目的,本实用新型提供如下技术方案:
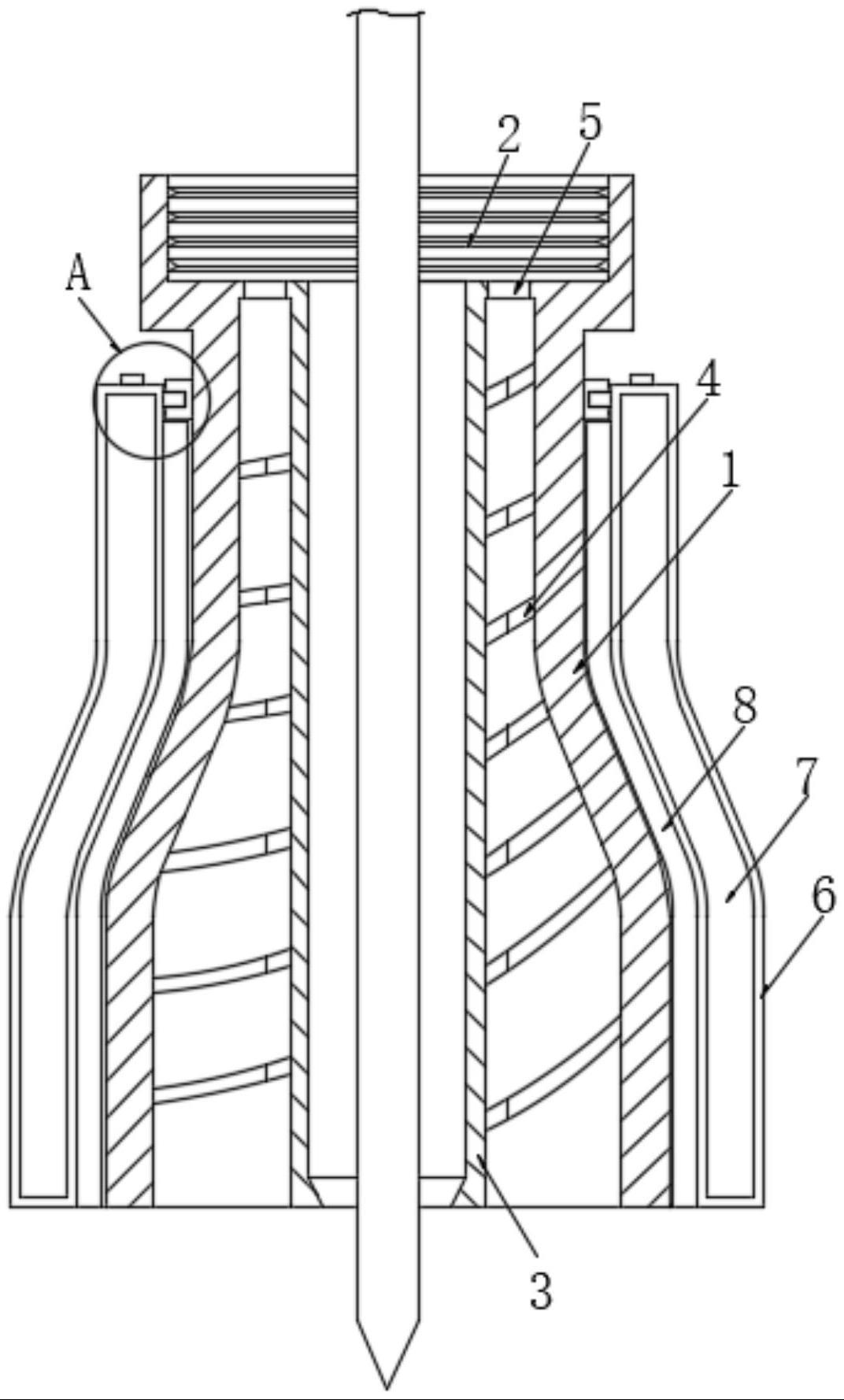
3、一种氩气喷嘴,包括喷嘴和散热外筒,所述喷嘴一端固定连接有螺纹头,所述喷嘴靠近螺纹头的一端内壁焊接连接有内筒,所述喷嘴内弧壁设有螺旋导板,所述喷嘴靠近螺纹头的一端贯穿开设有通气口,所述散热外筒套设于喷嘴外侧。
4、作为本实用新型再进一步的方案:其中所述散热外筒以中心线一分为两部分,两部分所述散热外筒内槽均设有冷却水腔,所述散热外筒内弧壁螺栓连接有导热片。
5、作为本实用新型再进一步的方案:其中所述喷嘴外弧壁固定连接有安装块,所述安装块远离喷嘴的一侧开设有插槽,所述散热外筒相对插槽位置的内弧壁固定连接有插杆,所述插杆与插槽插接。
6、作为本实用新型再进一步的方案:其中所述散热外筒顶部位置设有水口,所述水口开口处设有密封盖。
7、作为本实用新型再进一步的方案:其中所述内筒底端内弧壁设有倒角,所述内筒的倒角向内开设。
8、作为本实用新型再进一步的方案:其中所述散热外筒与喷嘴的外形相互适配套设。
9、与现有技术相比,本实用新型的有益效果是:
10、本实施例中的在焊接金属外侧设置内筒,使得喷出的保护气体更加的接近集中,然后在内筒的外侧,喷嘴内弧壁设置导流的螺旋板,进而保护气体旋转喷出,在内筒直流的保护气体外侧实现外旋保护,防止外侧的空气产生对主要保护气体流向出现绕流,保证气体的保护流动稳定;在喷嘴外侧设置可拆卸的冷却外筒,进而方便对喷嘴进行焊接过程中的冷却,减少高温对保护气体产生的影响问题。
技术特征:
1.一种氩气喷嘴,包括喷嘴(1)和散热外筒(6),其特征在于:所述喷嘴(1)一端固定连接有螺纹头(2),所述喷嘴(1)靠近螺纹头(2)的一端内壁焊接连接有内筒(3),所述喷嘴(1)内弧壁设有螺旋导板(4),所述喷嘴(1)靠近螺纹头(2)的一端贯穿开设有通气口(5),所述散热外筒(6)套设于喷嘴(1)外侧。
2.根据权利要求1所述的一种氩气喷嘴,其特征在于,所述散热外筒(6)以中心线一分为两部分,两部分所述散热外筒(6)内槽均设有冷却水腔(7),所述散热外筒(6)内弧壁螺栓连接有导热片(8)。
3.根据权利要求1所述的一种氩气喷嘴,其特征在于,所述喷嘴(1)外弧壁固定连接有安装块(9),所述安装块(9)远离喷嘴(1)的一侧开设有插槽(10),所述散热外筒(6)相对插槽(10)位置的内弧壁固定连接有插杆(11),所述插杆(11)与插槽(10)插接。
4.根据权利要求1所述的一种氩气喷嘴,其特征在于,所述散热外筒(6)顶部位置设有水口(12),所述水口(12)开口处设有密封盖。
5.根据权利要求1所述的一种氩气喷嘴,其特征在于,所述内筒(3)底端内弧壁设有倒角,所述内筒(3)的倒角向内开设。
6.根据权利要求1所述的一种氩气喷嘴,其特征在于,所述散热外筒(6)与喷嘴(1)的外形相互适配套设。
技术总结
本技术公开了一种氩气喷嘴,属于焊接喷嘴技术领域,包括喷嘴和散热外筒,喷嘴一端固定连接有螺纹头,喷嘴靠近螺纹头的一端内壁焊接连接有内筒,喷嘴内弧壁设有螺旋导板,喷嘴靠近螺纹头的一端贯穿开设有通气口,散热外筒套设于喷嘴外侧,本技术通过在焊接金属外侧设置内筒,使得喷出的保护气体更加的接近集中,然后在内筒的外侧,喷嘴内弧壁设置导流的螺旋板,进而保护气体旋转喷出,在内筒直流的保护气体外侧实现外旋保护,防止外侧的空气产生对主要保护气体流向出现绕流,保证气体的保护流动稳定。
技术研发人员:郭学文
受保护的技术使用者:山东威尔汉姆海洋装备科技有限公司
技术研发日:20221225
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!