一种门框自动加工设备的制作方法
本技术涉及门框加工,具体为一种门框自动加工设备。
背景技术:
1、防火门是指在一定时间内能满足耐火稳定性、完整性和隔热性要求的门。它是设在防火分区间、疏散楼梯间、垂直竖井等具有一定耐火性的防火分隔物。防火门由门框和门扇组成,门框的加工是门加工的一部分,包括加工门边框的铰链侧边框、锁侧边框和上框,门框的铰链侧边框用于安装铰链,边框的锁侧边框用于安装锁舌挡板,以实现木门上锁和开关门的功能。
2、防火门生产过程中对于门框的折弯成型(如说明书附图4门框100所示)目前主要是通过冲孔、折弯两个工艺进行,人工成本大,传统的门框加工设备大多是冲孔工序归冲孔,折弯工序归折弯,两道手续大多相互独立,人工成本大且加工效率低。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种人工成本低廉且加工高效的门框自动加工设备。
2、为解决上述技术问题,本实用新型提供如下技术方案:
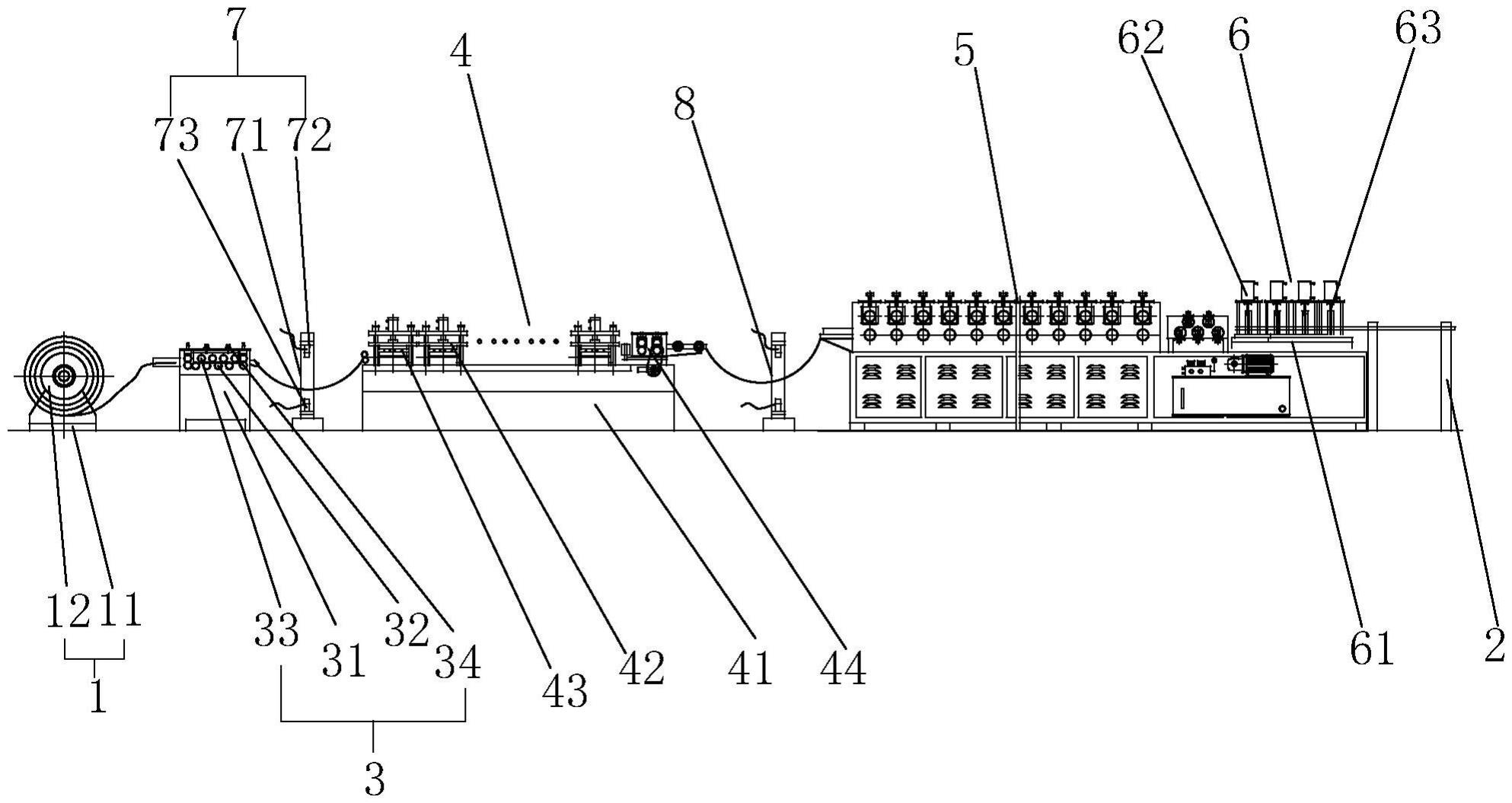
3、一种门框自动加工设备,包括放料架和收料架,所述放料架和收料架之间依次设置有整平板材的平直机、对板材进行冲孔加工的油压冲床、对板材进行折弯成型的滚弯成型机以及切断成型板材的切割机,所述平直机与油压冲床之间设置有第一板材限位器,所述油压冲床和滚弯成型机之间设置有第二板材限位器,所述滚弯成型机与切割机之间设置有调直器。
4、优选的,所述第一板材限位器和第二板材限位器均包括有限位架以及滑动配合在限位架上的上限位件和下限位件,所述上限位件和下限位件相向设置。
5、优选的,所述油压冲床包括有冲床架以及设置在冲床架上至少三台的冲床,所述冲床上设置有若干个冲孔头,所述冲床架的末端还设置有滚轮送料器。
6、优选的,所述平直机包括有平直架、设置在平直架上的定位辊、设置在平直架上的调节辊以及设置在平直架上调控调节辊升降的调平旋钮,所述定位辊与调节辊之间交叉错位设置。
7、优选的,所述滚弯成型机包括有成型机架、设置在成型机架上的电控箱,设置在成型机架上的若干个的成型辊、设置在成型机架上且与成型辊一一对应的折弯辊,所述成型机架上还设置有控制折弯辊升降的升降旋钮,所述成型机架内设置有驱动电机。
8、优选的,所述切割机包括有切割架以及设置在切割架上至少三台的裁切机,所述裁切机的端部设置有裁切刃。
9、优选的,所述放料架包括有放料支架以及旋转配合在放料支架上的放料辊。
10、与现有技术相比,本实用新型的有益效果是:
11、1.在本实用新型中,板材从放料架至成型最后由收料架收集,一次性加工完成了门框最关键的冲孔加工以及折弯加工,大大的减少了生产周转,优化了生产工序,降低了生产成本,极大的提升了生产效率。
12、2.在本实用新型中,通过至少三台的冲床以及至少三台的裁切机的设计直接完成左框、右框以及上框的冲孔及裁切加工,一次性成型加工,极大优化了生产效率。
技术特征:
1.一种门框自动加工设备,包括放料架和收料架,其特征在于:所述放料架和收料架之间依次设置有整平板材的平直机、对板材进行冲孔加工的油压冲床、对板材进行折弯成型的滚弯成型机以及切断成型板材的切割机,所述平直机与油压冲床之间设置有第一板材限位器,所述油压冲床和滚弯成型机之间设置有第二板材限位器,所述滚弯成型机与切割机之间设置有调直器。
2.根据权利要求1所述的一种门框自动加工设备,其特征在于:所述第一板材限位器和第二板材限位器均包括有限位架以及滑动配合在限位架上的上限位件和下限位件,所述上限位件和下限位件相向设置。
3.根据权利要求1所述的一种门框自动加工设备,其特征在于:所述油压冲床包括有冲床架以及设置在冲床架上至少三台的冲床,所述冲床上设置有若干个冲孔头,所述冲床架的末端还设置有滚轮送料器。
4.根据权利要求1所述的一种门框自动加工设备,其特征在于:所述平直机包括有平直架、设置在平直架上的定位辊、设置在平直架上的调节辊以及设置在平直架上调控调节辊升降的调平旋钮,所述定位辊与调节辊之间交叉错位设置。
5.根据权利要求1所述的一种门框自动加工设备,其特征在于:所述滚弯成型机包括有成型机架、设置在成型机架上的电控箱,设置在成型机架上的若干个的成型辊、设置在成型机架上且与成型辊一一对应的折弯辊,所述成型机架上还设置有控制折弯辊升降的升降旋钮,所述成型机架内设置有驱动电机。
6.根据权利要求1~5中任意一项所述的一种门框自动加工设备,其特征在于:所述切割机包括有切割架以及设置在切割架上至少三台的裁切机,所述裁切机的端部设置有裁切刃。
7.根据权利要求1~5中任意一项所述的一种门框自动加工设备,其特征在于:所述放料架包括有放料支架以及旋转配合在放料支架上的放料辊。
技术总结
本技术公开了一种门框自动加工设备,旨在提供一种人工成本低廉且加工高效的门框自动加工设备,包括放料架和收料架,所述放料架和收料架之间依次设置有整平板材的平直机、对板材进行冲孔加工的油压冲床、对板材进行折弯成型的滚弯成型机以及切断成型板材的切割机,所述平直机与油压冲床之间设置有第一板材限位器,所述油压冲床和滚弯成型机之间设置有第二板材限位器,所述滚弯成型机与切割机之间设置有调直器。
技术研发人员:李翠翠,胡敏,陈王荣
受保护的技术使用者:浙江星月安防科技有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!