三相变压器定位机构的制作方法
本技术涉及变压器的生产设备,具体涉及变压器焊接设备。
背景技术:
1、结合图1至图6,三相变压器,包括顶部铁芯81、底部铁芯83、位于顶部铁芯和底部铁芯之间的三个变压器单元85,任一变压器单元包括绕组铁芯86和缠绕在绕组铁芯上的绕组87。绕组铁芯设有向两端延伸的定位片88,顶部铁芯和底部铁芯分别设置在相应的u形钢中。组装时,变压器单元底部的定位片插入底部铁芯的u形钢中,变压器单元顶部的定位片插入顶部铁芯的u形钢中,之后,工人对顶部铁芯与三个变压器单元的连接处,以及,底部铁芯与三个变压器单元的连接处进行焊接,成型三相变压器。
技术实现思路
1、本发明所解决的技术问题:如何有效地定位组装在一起的顶部铁芯、底部铁芯、位于顶部铁芯和底部铁芯之间的三个变压器单元,便于工人焊接。
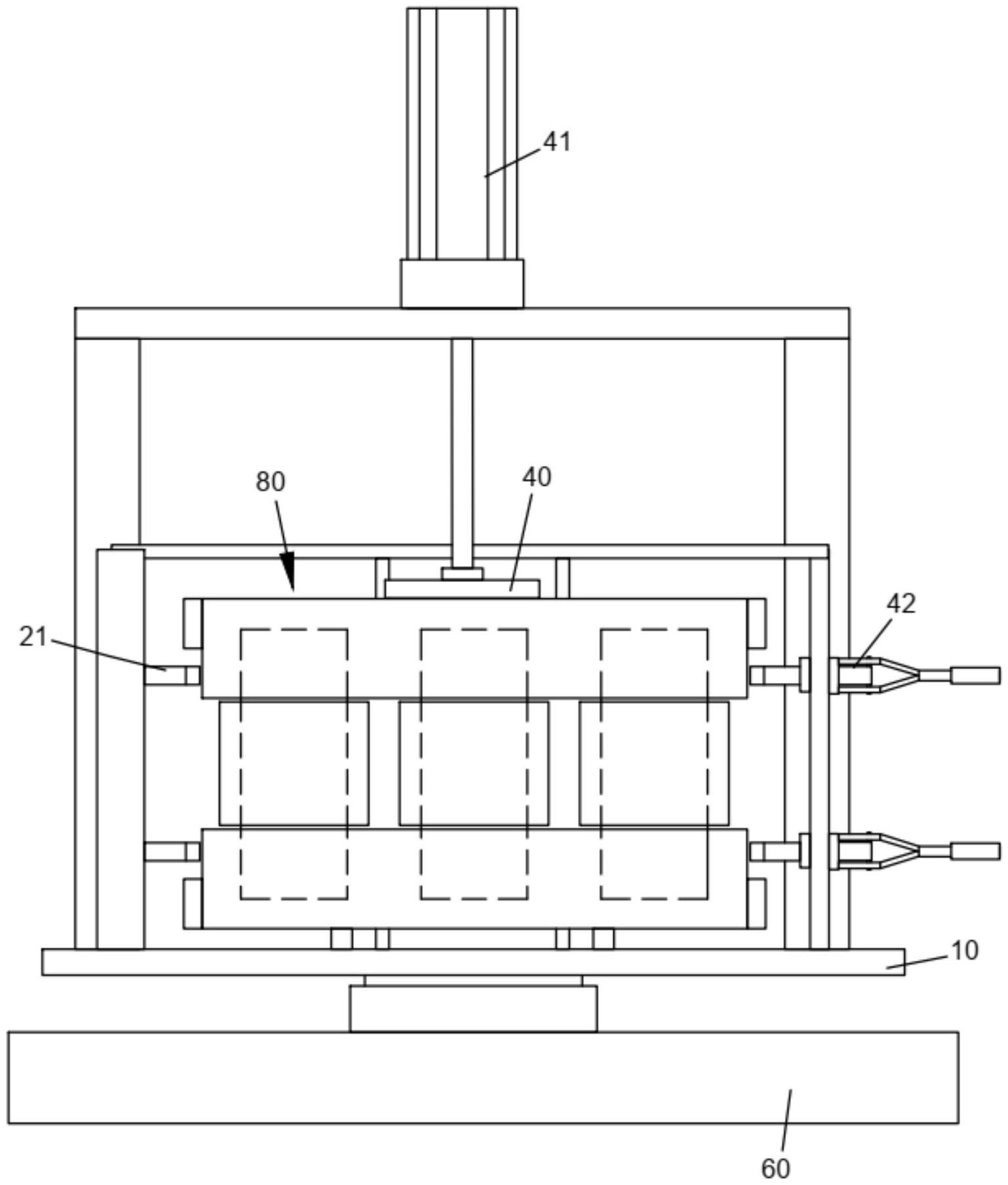
2、为解决上述技术问题,本发明提供如下技术方案:三相变压器定位机构,包括定位台、设置在定位台左侧的固定夹、设置在定位台右侧的活动夹,定位台包括前工位和后工位,固定夹和活动夹位于后工位,定位台上方设有压块,压块与升降式气缸连接,压块位于后工位。
3、工人在前工位上将顶部铁芯、底部铁芯、三个变压器单元组装成三相变压器的雏形,之后,将其位移至后工位。在后工位上,雏形三相变压器位于固定夹和活动夹之间,工人动作活动夹,将雏形三相变压器夹紧。之后,用锤子敲打雏形三相变压器的顶部,使雏形三相变压器压实在后工位上。之后,升降式气缸驱动压块下降,压块压紧在雏形三相变压器的顶部。工人首先对雏形三相变压器的正面进行焊接,之后,再对雏形三相变压器的反面焊接,成型三相变压器。
4、发明所述定位机构,不仅方便工人组装、焊接三相变压器,而且,能够使三相变压器各零部件之间组装精确,利于质量的保证。
技术特征:
1.三相变压器定位机构,包括定位台(10)、设置在定位台左侧的固定夹(20)、设置在定位台右侧的活动夹(30),其特征在于:定位台包括前工位(11)和后工位(12),固定夹和活动夹位于后工位,定位台上方设有压块(40),压块与升降式气缸(41)连接,压块位于后工位。
2.如权利要求1所述的三相变压器定位机构,其特征在于:定位台(10)上设有支撑肋(13)。
3.如权利要求1所述的三相变压器定位机构,其特征在于:定位台(10)左侧设有左立柱(21),固定夹(20)设置在左立柱上,定位台右侧设有右立柱(31),活动夹(30)设置在右立柱上。
4.如权利要求1所述的三相变压器定位机构,其特征在于:定位台(10)上设有后限位条(50),后限位条位于后工位(12)。
5.如权利要求1所述的三相变压器定位机构,其特征在于:定位台(10)上设有支架(42),升降式气缸(41)安装在支架上。
6.如权利要求1所述的三相变压器定位机构,其特征在于:定位台(10)枢接在底座(60)上。
技术总结
本技术公开了三相变压器定位机构,包括定位台、设置在定位台左侧的固定夹、设置在定位台右侧的活动夹,定位台包括前工位和后工位,固定夹和活动夹位于后工位,定位台上方设有压块,压块与升降式气缸连接,压块位于后工位。工人在前工位上组装三相变压器,在后工位上进行正反面焊接。本设计的定位机构不仅方便工人组装、焊接三相变压器,而且,能够使三相变压器各零部件之间组装精确,利于质量的保证。
技术研发人员:朱伟斌
受保护的技术使用者:艾柯电器(苏州)有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!