轨道交通铁路货车侧门锁盒焊接装置的制作方法
本技术涉及一种轨道交通铁路货车侧门锁盒焊接装置。
背景技术:
1、轨道交通铁路货车侧门锁盒重量较大,一般难以翻动侧门锁盒,通常通过多人合力抬起并翻动侧门锁盒和/或通过在焊接过程中不断调整焊枪的焊接角度,费工费时,焊接效率低、精度低,残次品率高。
2、因此,开发一种能带动侧门锁盒旋转至最佳焊接角度、省时省力、控制精准、成品率高的轨道交通铁路货车侧门锁盒焊接装置很有必要。
技术实现思路
1、本实用新型的目的是为了克服背景技术的不足之处,而提供一种轨道交通铁路货车侧门锁盒焊接装置,通过控制结构夹持侧门锁盒并带动侧门锁盒旋转至最佳焊接角度,省时省力,控制精准、操作简便、效率高,且成品率高;克服了现有技术由于侧门锁盒重量较大,只能通过多人合力抬起并翻动侧门锁盒和/或在焊接过程中不断调整焊枪的焊接角度,费工费时,焊接效率低、精度低,残次品率高的缺陷。
2、为了实现上述目的,本实用新型的技术方案为:轨道交通铁路货车侧门锁盒焊接装置,其特征在于:包括台架、控制结构和定位角件;
3、控制结构和定位角件均设置在台架上;
4、定位角件设置在侧门锁盒的端部、且位于控制结构的侧方,用于对侧门锁盒进行长度方向的定位;
5、控制结构设置在侧门锁盒侧方,用于对控制侧门锁盒进行旋转控制;
6、控制结构上设置定位螺栓,用于对侧门锁盒进行长度方向的定位。在上述技术方案中,控制结构有多个,多个控制结构间隔设置在侧门锁盒侧方。
7、在上述技术方案中,控制结构包括第一控制结构和第二控制结构;其中,第一控制结构设置在侧门锁盒端部侧方;
8、第二控制结构设置在侧门锁盒另一端部侧方。
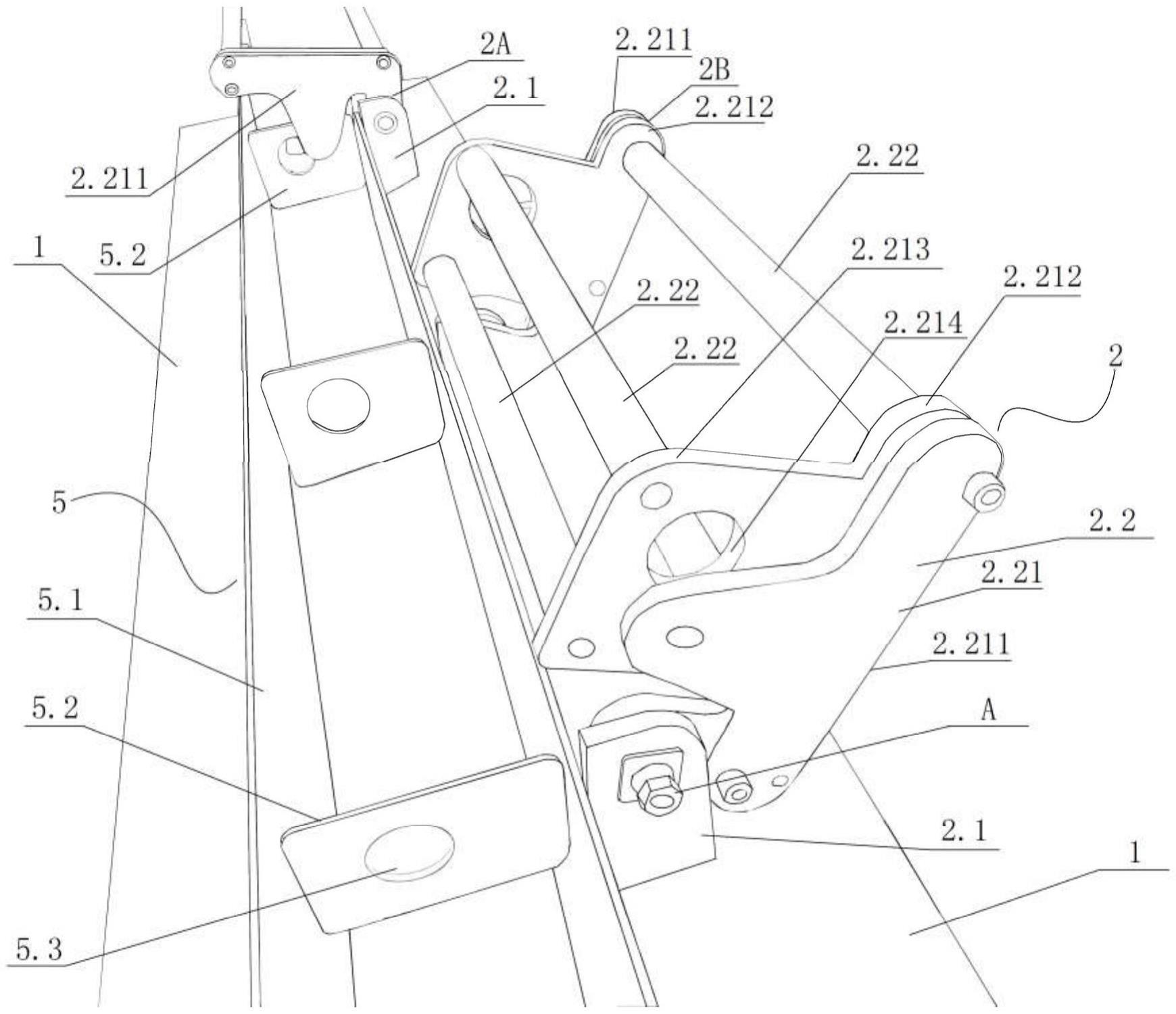
9、在上述技术方案中,控制结构包括固定件和控制件;
10、二个固定件间隔固定在台架上;控制件两端分别与二个固定件铰接;
11、控制件包括控制夹板和支撑杆;
12、二个控制夹板呈间隔设置;支撑杆设置在对称设置的二个控制夹板之间;
13、支撑杆有多个;多个支撑杆间隔布置在控制夹板上。
14、在上述技术方案中,控制夹板包括第一控制夹板和第二控制夹板;第一控制夹板与第二控制夹板呈平行间隔设置;第一控制夹板位于第二控制夹板外侧;
15、第二控制夹板呈l型;第二控制夹板的水平端与固定件铰接;第二控制夹板的垂直端上设置夹持板;夹持板上设置夹持通孔结构;
16、第一控制夹板呈t型结构。
17、本实用新型具有如下优点:
18、本实用新型采用控制结构根据焊接需要松开或夹持侧门锁盒,可以根据焊接角度的需求,通过控制结构夹持侧门锁盒并带动侧门锁盒旋转至最佳焊接角度,省时省力,控制精准、操作简单、效率高,且成品率高;克服了现有技术由于侧门锁盒重量较大,只能通过多人合力抬起并翻动侧门锁盒和/或在焊接过程中不断调整焊枪的焊接角度,费工费时,焊接效率低、精度低,残次品率高的缺陷。
技术特征:
1.轨道交通铁路货车侧门锁盒焊接装置,其特征在于:包括台架(1)、控制结构(2)和定位角件(3);
2.根据权利要求1所述的轨道交通铁路货车侧门锁盒焊接装置,其特征在于:控制结构(2)有多个,多个控制结构(2)间隔设置在侧门锁盒(5)侧方。
3.根据权利要求1或2所述的轨道交通铁路货车侧门锁盒焊接装置,其特征在于:控制结构(2)包括第一控制结构(2a)和第二控制结构(2b);其中,第一控制结构(2a)设置在侧门锁盒(5)端部侧方;
4.根据权利要求3所述的轨道交通铁路货车侧门锁盒焊接装置,其特征在于:控制结构(2)包括固定件(2.1)和控制件(2.2);
5.根据权利要求4所述的轨道交通铁路货车侧门锁盒焊接装置,其特征在于:控制夹板(2.21)包括第一控制夹板(2.211)和第二控制夹板(2.212);第一控制夹板(2.211)与第二控制夹板(2.212)呈平行间隔设置;第一控制夹板(2.211)位于第二控制夹板(2.212)外侧;
技术总结
本技术公开了一种轨道交通铁路货车侧门锁盒焊接装置。它包括台架、控制结构和定位角件;控制结构和定位角件均设置在台架上;定位角件设置在侧门锁盒的端部、且位于控制结构的侧方,用于对侧门锁盒进行长度方向的定位;控制结构设置在侧门锁盒侧方,用于对控制侧门锁盒进行旋转控制;控制结构上设置定位螺栓,用于对侧门锁盒进行长度方向的定位。本技术克服了现有技术由于侧门锁盒重量较大,通过多人合力抬起并翻动侧门锁盒和/或在焊接过程中不断调整焊枪的焊接角度,费工费时,焊接效率低、精度低,残次品率高的缺陷;具有通过控制结构夹持侧门锁盒并带动侧门锁盒旋转至最佳焊接角度,省时省力,控制精准、效率高,成品率高的优点。
技术研发人员:梅全胜,徐幼东,王少斌
受保护的技术使用者:武汉世纪宏设备制造有限责任公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!