一种用于端面加工的缸体夹具的制作方法
本技术涉及缸体加工领域,特别涉及一种用于端面加工的缸体夹具。
背景技术:
1、电动机的缸体通过压铸制作毛坯件,而后需要对缸体的端面进行车削;但因缸体为薄壁件,现有的夹持工装通常采用三爪夹盘进行夹持,但是,三爪夹盘夹持在缸体外壁,夹持力径向向内,如果夹持力过大,可能造成缸体外壁形变,进而无法达到精度要求。
技术实现思路
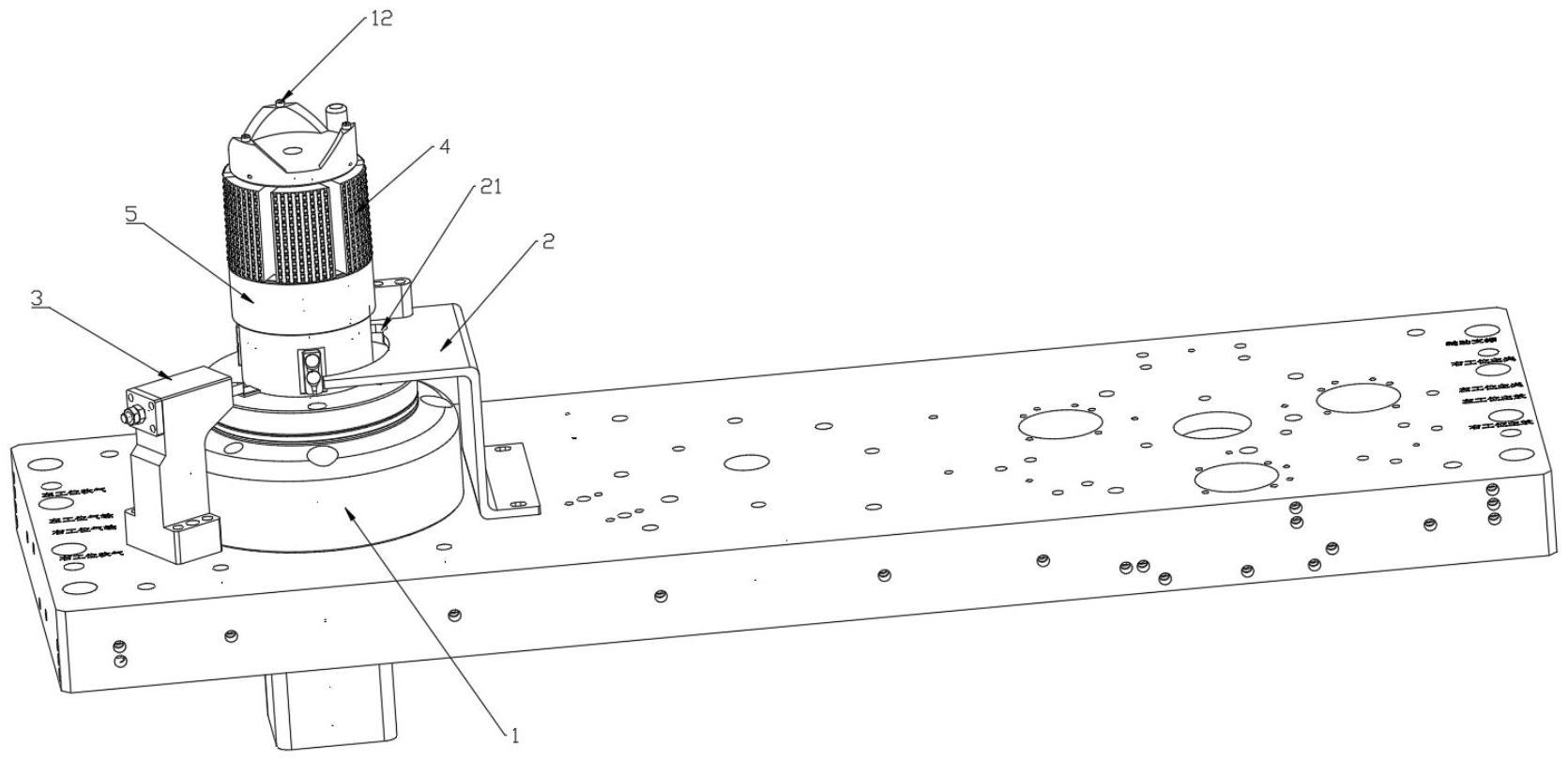
1、针对以上现有技术存在的缺陷,本实用新型的主要目的在于克服现有技术的不足之处,公开了一种用于端面加工的缸体夹具,包括底座、定位座、预定位组件和胀紧组件,所述定位座和所述预定位组件设置在所述底座的侧边,所述胀紧组件设置在所述底座上,所述定位座上设置粗定位槽,利用所述预定位组件确定缸体放置角度,利用所述胀紧组件对所述缸体内壁胀紧固定。
2、进一步地,预定位组件包括固定座、顶块、弹簧、螺杆和螺母,所述顶块的一端设置v型槽,另一端设置所述螺杆,所述顶块水平滑动设置在所述固定座上,所述弹簧和所述螺母设置在所述螺杆上,利用所述弹簧驱动所述顶块向所述底座移动。
3、进一步地,所述胀紧组件包括胀紧块、连接块和油缸,所述底座上设置圆锥台座,所述胀紧块环设在所述圆锥台座的侧边,所述油缸通过连接块与所述胀紧块连接,利用所述油缸驱动所述胀紧块轴向移动的同时与所述圆锥台座配合同步径向移动。
4、进一步地,所述连接块轴向延伸设置第一卡块,所述胀紧块上设置第二卡块,所述第一卡块与所述第二卡块通过连接组件浮动连接。
5、进一步地,所述连接组件包括两个连接本体和连接套,所述连接本体上设置卡接槽,两个所述卡接槽拼接后形成连接所述第一卡块和所述第二卡块的耦合环,所述连接套套设在所述耦合环外。
6、进一步地,所述圆锥台座的顶部设置三个支撑凸点。
7、进一步地,所述胀紧块外表面设置若干胀紧凸点。
8、本实用新型取得的有益效果:
9、本实用新型通过定位座和预定位组件相互配合,对缸体进行预定位;同时通过胀紧组件对缸体内壁进行胀紧固定。其中,胀紧块圆周阵列设置在圆锥台座侧边,并且与圆锥台座侧壁斜面配合,采用油缸牵引胀紧块下移同时径向向外移动,同时对缸体施加向下和径向向外的力,以保证缸体稳定夹持,并且使得缸体受力均匀,避免缸体变形损坏。
技术特征:
1.一种用于端面加工的缸体夹具,其特征在于,包括底座、定位座、预定位组件和胀紧组件,所述定位座和所述预定位组件设置在所述底座的侧边,所述胀紧组件设置在所述底座上,所述定位座上设置粗定位槽,利用所述预定位组件确定缸体放置角度,利用所述胀紧组件对所述缸体内壁胀紧固定。
2.根据权利要求1所述的一种用于端面加工的缸体夹具,其特征在于,预定位组件包括固定座、顶块、弹簧、螺杆和螺母,所述顶块的一端设置v型槽,另一端设置所述螺杆,所述顶块水平滑动设置在所述固定座上,所述弹簧和所述螺母设置在所述螺杆上,利用所述弹簧驱动所述顶块向所述底座移动。
3.根据权利要求1所述的一种用于端面加工的缸体夹具,其特征在于,所述胀紧组件包括胀紧块、连接块和油缸,所述底座上设置圆锥台座,所述胀紧块环设在所述圆锥台座的侧边,所述油缸通过连接块与所述胀紧块连接,利用所述油缸驱动所述胀紧块轴向移动的同时与所述圆锥台座配合同步径向移动。
4.根据权利要求3所述的一种用于端面加工的缸体夹具,其特征在于,所述连接块轴向延伸设置第一卡块,所述胀紧块上设置第二卡块,所述第一卡块与所述第二卡块通过连接组件浮动连接。
5.根据权利要求4所述的一种用于端面加工的缸体夹具,其特征在于,所述连接组件包括两个连接本体和连接套,所述连接本体上设置卡接槽,两个所述卡接槽拼接后形成连接所述第一卡块和所述第二卡块的耦合环,所述连接套套设在所述耦合环外。
6.根据权利要求3所述的一种用于端面加工的缸体夹具,其特征在于,所述圆锥台座的顶部设置三个支撑凸点。
7.根据权利要求3所述的一种用于端面加工的缸体夹具,其特征在于,所述胀紧块外表面设置若干胀紧凸点。
技术总结
本技术公开了一种用于端面加工的缸体夹具,包括底座、定位座、预定位组件和胀紧组件,定位座和预定位组件设置在底座的侧边,胀紧组件设置在底座上,定位座上设置粗定位槽,利用预定位组件确定缸体放置角度,利用胀紧组件对缸体内壁胀紧固定。本技术通过定位座和预定位组件相互配合,对缸体进行预定位;同时通过胀紧组件对缸体内壁进行胀紧固定。其中,胀紧块圆周阵列设置在圆锥台座侧边,并且与圆锥台座侧壁斜面配合,采用油缸牵引胀紧块下移同时径向向外移动,同时对缸体施加向下和径向向外的力,以保证缸体稳定夹持,并且使得缸体受力均匀,避免缸体变形损坏。
技术研发人员:张晓,吴庆,沙学宏
受保护的技术使用者:苏州梅克卡斯汽车科技有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!