一种组对法兰与管件的支架的制作方法
本技术属于法兰与管件组对焊接,特别是提供了一种组对法兰与管件的支架。
背景技术:
1、法兰与管件组对焊接时,一般都采取直接用人力手扶的方式,该方式的弊端,一是人力手扶容易抖动,造成法兰与管件组对出现偏差,焊接后形成废料;二是手扶法兰与管件的施工人员在焊接时容易造成人身伤害。
技术实现思路
1、本实用新型的目的在于提供一种组对法兰与管件的支架,解决了法兰与管件组对出现偏差,焊接后形成废料,易造成人身伤害等问题。
2、本实用新型将法兰和管件放在支架的两个顶板之间,之后摇动摇把,使栓杆拧动,带动顶板前移,直到法兰与管件在两个顶板间顶紧固定,然后对法兰与管件组对口进行焊接。
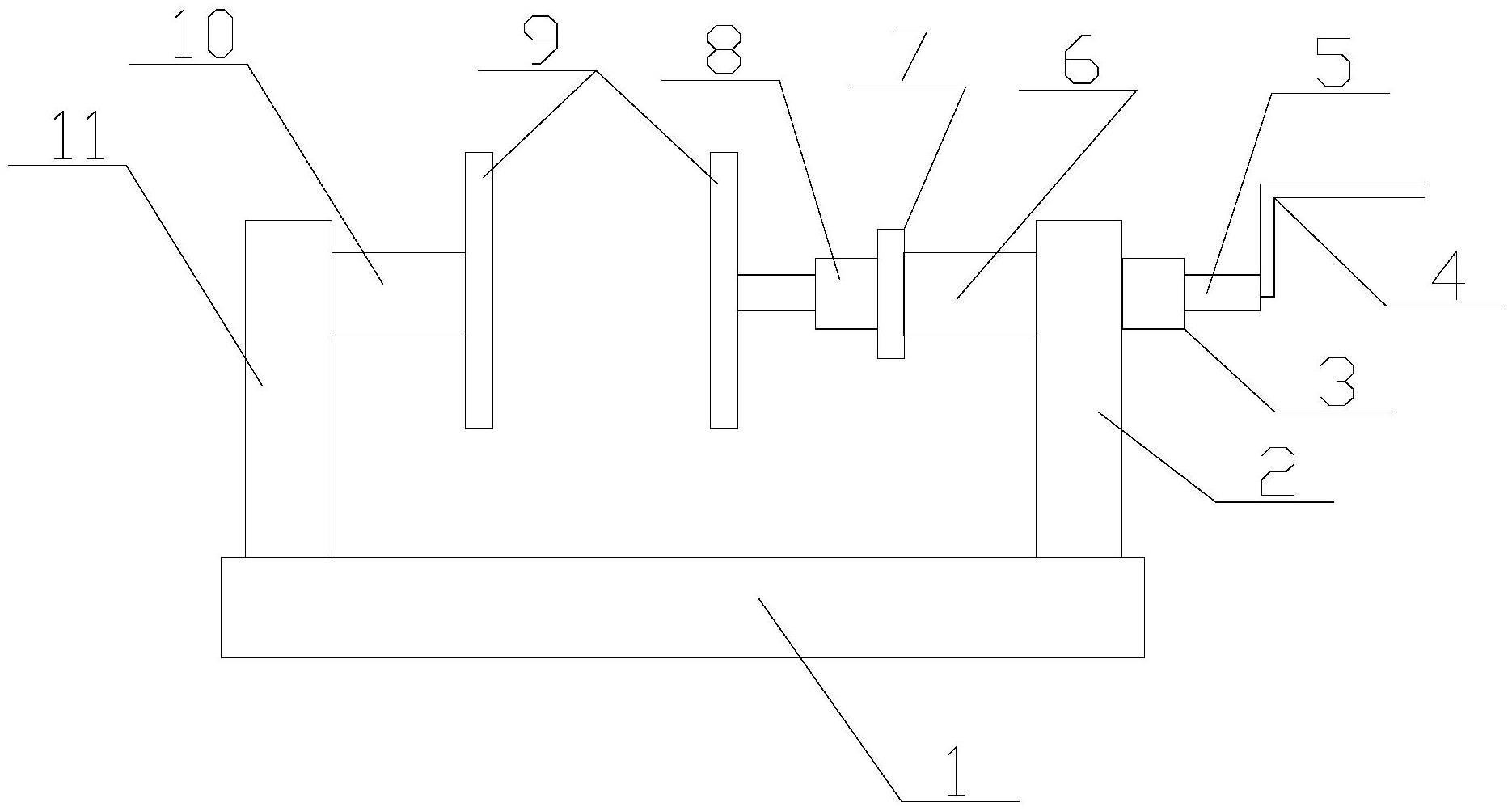
3、本实用新型包括底座1、右立杆2、右螺母3、摇把4、栓杆5、套管6、垫圈7、左螺母8、顶板9、连接杆10、左立杆11,组合使用,将左立杆11和右立杆2分别垂直焊接在底座1两端;右螺母3焊接在右立杆2顶部外侧;栓杆5拧入右螺母3并穿过右立杆2;套管6穿过栓杆5与右立杆2顶紧;垫圈7穿过栓杆5与套管6顶紧;左螺母8拧入栓杆5与垫圈7顶紧;摇把4焊接在栓杆5尾端;连接杆10垂直焊接在左立杆11顶部内侧;两个顶板9分别垂直焊接在连接杆10末端和栓杆5末端(见图1、图2)。
4、使用时,将法兰13和管件12放在支架的两个顶板9之间,之后摇动摇把4,使栓杆5拧动,带动顶板9前移,直到法兰13与管件12在两个顶板9间顶紧固定,然后对法兰13与管件12组对口进行焊接(图3、图4)。
5、本实用新型的优点在于组装简单,操作方便,既保证了法兰与管件的组对精度,同时又避免了人身伤害,降低了施工成本。
技术特征:
1.一种组对法兰与管件的支架,其特征在于,包括底座(1)、右立杆(2)、右螺母(3)、摇把(4)、栓杆(5)、套管(6)、垫圈(7)、左螺母(8)、顶板(9)、连接杆(10)、左立杆(11);左立杆(11)和右立杆(2)分别垂直焊接在底座(1)两端;右螺母(3)焊接在右立杆(2)顶部外侧;栓杆(5)拧入右螺母(3)并穿过右立杆(2);套管(6)穿过栓杆(5)与右立杆(2)顶紧;垫圈(7)穿过栓杆(5)与套管(6)顶紧;左螺母(8)拧入栓杆(5)与垫圈(7)顶紧;摇把(4)焊接在栓杆(5)尾端;连接杆(10)垂直焊接在左立杆(11)顶部内侧;两个顶板(9)分别垂直焊接在连接杆(10)末端和栓杆(5)末端。
2.根据权利要求1所述的组对法兰与管件的支架,其特征在于,底座(1)由30mm厚钢板加工而成,尺寸长*宽为500*300mm;右立杆(2)由截面尺寸长*宽为80*80mm的方管加工而成,长1100mm;右螺母(3)直径40mm;摇把(4)由直径25mm的圆管加工而成,直段长200mm,折段长300mm;栓杆(5)直径40mm,长300mm;套管(6)由直径50mm的圆管加工而成,长80mm;垫圈(7)由10mm厚钢板加工而成,外径80mm,内径40mm;左螺母(8)直径40mm;顶板(9)由14mm厚钢板加工而成的圆板,直径100-150mm;连接杆(10)由直径40mm的圆管加工而成,长50mm;左立杆(11)由截面尺寸长*宽为80*80mm的方管加工而成,长1100mm。
技术总结
一种组对法兰与管件的支架,属于法兰与管件组对焊接技术领域。包括底座、右立杆、右螺母、摇把、栓杆、套管、垫圈、左螺母、顶板、连接杆、左立杆;左立杆和右立杆分别垂直焊接在底座两端;右螺母焊接在右立杆顶部外侧;栓杆拧入右螺母并穿过右立杆;套管)穿过栓杆与右立杆顶紧;垫圈穿过栓杆与套管顶紧;左螺母拧入栓杆与垫圈顶紧;摇把焊接在栓杆尾端;连接杆垂直焊接在左立杆顶部内侧;两个顶板分别垂直焊接在连接杆末端和栓杆末端。优点在于,组装简单,操作方便,既保证了法兰与管件的组对精度,同时又避免了人身伤害,降低了施工成本。
技术研发人员:王涛,赵晓明,王艺珊,宫学恒,张广奇,张宇生
受保护的技术使用者:北京首钢建设集团有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!