用于手机陶瓷后盖CNC加工的压块夹具的制作方法
本技术涉及夹具,特别是涉及一种用于手机陶瓷后盖cnc加工的压块夹具。
背景技术:
1、在手机陶瓷后盖的cnc(computer numerical control,数控机床)加工过程中,需要对bc陶瓷(碳化硼陶瓷)件进行限位固定和保护,以避免陶瓷件在加工过程中移位或破损。目前,用于陶瓷件cnc加工工序的压块主要采用纤维材质制成,纤维对陶瓷保护效果较差,在压块与bc陶瓷组装加工后,bc陶瓷容易出现破裂;再者,纤维材质的压块对陶瓷定位效果不足,陶瓷加工时易移动,进而使得尺寸加工不稳定,不良比例偏高,由于bc陶瓷成本较高,不良品的产生将造成材料浪费,提高了手机陶瓷后盖的成本;此外,纤维压块的使用寿命较短,一般仅能维持7-10天,频繁更换压块将增加工时、降低产能,进而增大手陶瓷件的加工成本。
技术实现思路
1、基于此,有必要针对上述不足,提供一种用于手机陶瓷后盖cnc加工的压块夹具,该压块夹具可减小陶瓷件加工时的振动幅度以提高加工精度,对陶瓷件进行保护以降低不良率,且该压块夹具不易损坏,使用寿命长,降低了对工时、产能以及加工成本的影响。
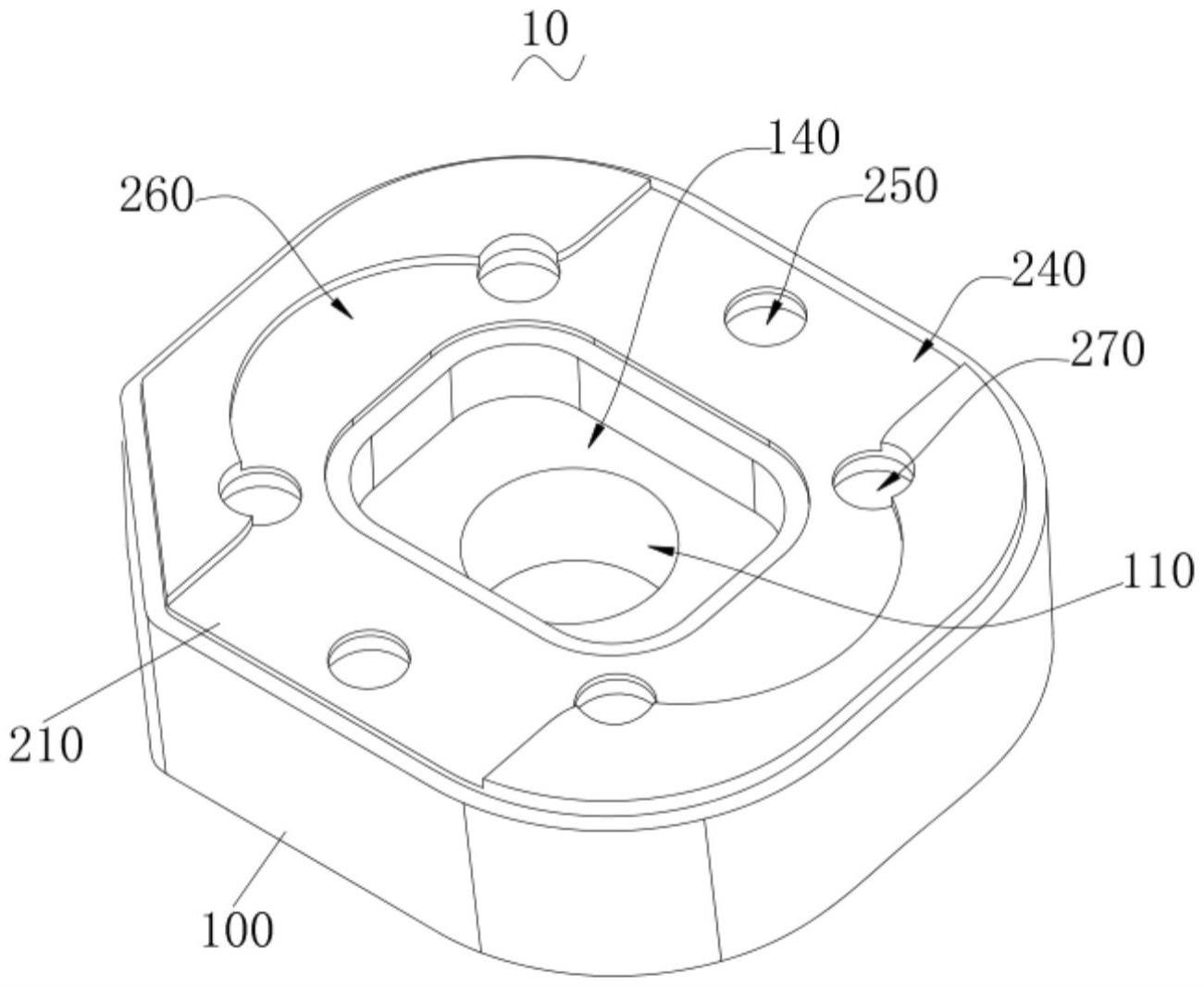
2、一种用于手机陶瓷后盖cnc加工的压块夹具,包括金属底座以及软胶结构,所述金属底座的中部开设有贯穿金属底座顶面和底面的中间孔,金属底座的底面于中间孔的周缘开设有环形槽,金属底座的顶面于中间孔的周缘开设有分别与所述环形槽连通的多个定位孔;所述软胶结构包括相对设置的顶环和底环,以及设置在顶环和底环之间并分别连接顶环和底环的多个连接柱,所述顶环与金属底座的顶面贴合并用于支撑陶瓷件,各所述连接柱一一对应穿设多个定位孔,所述底环嵌装于所述环形槽。
3、在其中一个实施例中,所述金属底座的顶面中部开设有避位槽,所述中间孔穿设避位槽的槽底以及金属底座的底面。
4、在其中一个实施例中,所述顶环的顶面于顶环内环的两相对边侧分别开设一矩形槽,以共同形成与陶瓷件外轮廓相适应的嵌装位,两个所述矩形槽内各开设有一贯穿顶环顶面和底面的第一通孔,金属底座的顶面开设有与两个所述第一通孔一一对应连通的两个第一圆槽。
5、在其中一个实施例中,所述顶环的顶面于嵌装位的两边侧分别设有一弧形槽,两个弧形槽的连线垂直于两个矩形槽的连线,且弧形槽与矩形槽连接部位开设有贯穿顶环顶面和底面的第二通孔,金属底座的顶面开设有与所述第二通孔连通的第二圆槽。
6、在其中一个实施例中,所述顶环的厚度介于0.4-0.6mm之间。
7、在其中一个实施例中,所述金属底座采用铸铁、不锈钢或金属铝制成。
8、在其中一个实施例中,所述软胶结构采用tpu材料制成。
9、实施本实用新型的用于手机陶瓷后盖cnc加工的压块夹具,采用软胶结构直接接触并支撑陶瓷件的方式,实现了对陶瓷件的保护,且软胶结构能够缓冲陶瓷件加工过程中由cnc机床产生的冲击,进一步提高对陶瓷件的保护效果,可防止陶瓷件受到冲击而破损;采用硬度较大的金属底座作为软胶结构和陶瓷件的支撑,实现了对软胶结构的定型,防止软胶结构在受到外部冲击时带动陶瓷件产生偏移,减小了陶瓷件振动幅度,保证了陶瓷件尺寸加工的稳定性,进而降低了产品的不良率;相较于限位压块而言,金属底座和软胶结构的使用寿命更长,降低了压块对工时、产能以及加工成本的影响。
技术特征:
1.一种用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,包括金属底座以及软胶结构,所述金属底座的中部开设有贯穿金属底座顶面和底面的中间孔,金属底座的底面于中间孔的周缘开设有环形槽,金属底座的顶面于中间孔的周缘开设有分别与所述环形槽连通的多个定位孔;所述软胶结构包括相对设置的顶环和底环,以及设置在顶环和底环之间并分别连接顶环和底环的多个连接柱,所述顶环与金属底座的顶面贴合并用于支撑陶瓷件,各所述连接柱一一对应穿设多个定位孔,所述底环嵌装于所述环形槽。
2.根据权利要求1所述的用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,所述金属底座的顶面中部开设有避位槽,所述中间孔穿设避位槽的槽底以及金属底座的底面。
3.根据权利要求2所述的用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,所述顶环的顶面于顶环内环的两相对边侧分别开设一矩形槽,以共同形成与陶瓷件外轮廓相适应的嵌装位,两个所述矩形槽内各开设有一贯穿顶环顶面和底面的第一通孔,金属底座的顶面开设有与两个所述第一通孔一一对应连通的两个第一圆槽。
4.根据权利要求3所述的用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,所述顶环的顶面于嵌装位的两边侧分别设有一弧形槽,两个弧形槽的连线垂直于两个矩形槽的连线,且弧形槽与矩形槽连接部位开设有贯穿顶环顶面和底面的第二通孔,金属底座的顶面开设有与所述第二通孔连通的第二圆槽。
5.根据权利要求4所述的用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,所述顶环的厚度介于0.4-0.6mm之间。
6.根据权利要求5所述的用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,所述金属底座采用铸铁、不锈钢或金属铝制成。
7.根据权利要求6所述的用于手机陶瓷后盖cnc加工的压块夹具,其特征在于,所述软胶结构采用tpu材料制成。
技术总结
本技术涉及夹具技术领域,具体公开了一种用于手机陶瓷后盖CNC加工的压块夹具,包括金属底座和软胶结构,金属底座中部开设有贯穿金属底座顶底面的中间孔,金属底座的底面于中间孔的周缘开设有环形槽,金属底座的顶面于中间孔的周缘开设有分别与环形槽连通的多个定位孔;软胶结构包括相对设置的顶环和底环,以及设置在顶环和底环之间并分别连接顶环和底环的多个连接柱,顶环与金属底座的顶面贴合并用于支撑陶瓷件,各连接柱一一对应穿设多个定位孔,底环嵌装于环形槽。该压块夹具可减小陶瓷件加工时的振动幅度以提高加工精度,对陶瓷件进行保护以降低不良率,且该压块夹具不易损坏,使用寿命长,降低了对工时、产能以及加工成本的影响。
技术研发人员:古国群,朱晨红,王俊,谢旺甫,田甜
受保护的技术使用者:伯恩光学(惠州)有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!