一种对型材快速进行斜口锯切工装的制作方法
:本技术涉及机械加工,特别是涉及一种对型材快速进行斜口锯切工装。
背景技术
0、
背景技术:
1、商用车车身骨架有许多零部件是把矩形型材(图一)在锯床和加工中心上加工出斜切口而成(图二)的零部件。采用传统制作方法,是在锯床上锯出型材长度,然后在加工中心加工出两端斜切口;由此需要把通过锯床切割后的型材运送到加工中心,造成人员劳动强度增加,同时还需要两锯床和加工中心两种设备配合完成,工作效率底。
技术实现思路
0、
技术实现要素:
1、本实用新型所要解决的技术问题是:现有技术中锯床和加工中心配合对型材进行加工操作时,因需要型材转运造成人员劳动强度增加及工作效率底的问题。
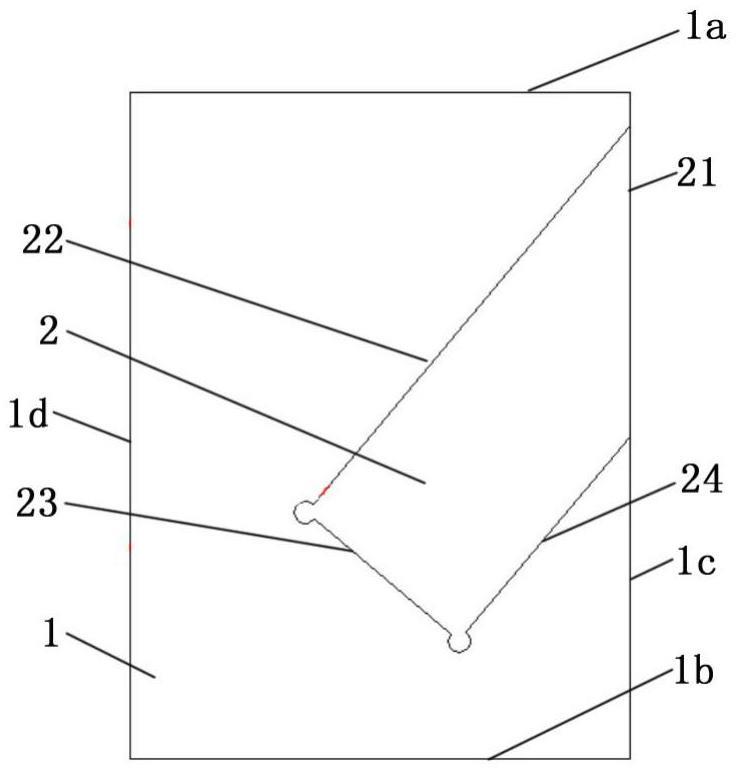
2、为解决上述技术问题,本实用新型提供的一种技术方案是:一种对型材快速进行斜口锯切工装,包括工装本体,其特征是:所述工装本体为矩形板,所述工装本体的正面设置有第一凹槽,所述工装本体的背面设置有第二凹槽和第三凹槽,所述第一凹槽为直角梯形,且第一凹槽的斜腰与所述工装本体的一长边重合,所述第二凹槽和第三凹槽均为由第一边、第二边、第三边、第四边和第五边首尾相连围成的五边形槽,所述第二凹槽和第三凹槽的第一边与所述工装本体的另一长边重合,所述第二凹槽的第二边与所述工装本体的一个短边重合,且所述第二凹槽的第一边与所述第二凹槽的第二边相邻,所述第三凹槽的第二边与所述工装本体的另一个短边重合,且所述第三凹槽的第一边与所述第三凹槽的第二边相邻。
3、进一步的,所述第一凹槽为由第一边、第二边、第三边和第四边首尾连接围成的直角梯形槽,且第一凹槽的第一边为斜腰并与所述工装本体的一长边重合,第一凹槽的第二边和第四边平行,第一凹槽的第一边与第二边之间具有夹角。
4、进一步的,所述第二凹槽的第三边和第五边平行,且所述第二凹槽的第四边与电动工装本体的短边平行。
5、进一步的,所述第三凹槽的第三边和第五边平行,且所述第三凹槽的第四边与电动工装本体的短边平行。
6、本实用新型的有益效果是:
7、在工装本体的一侧开设第一凹槽和工装本体的在另一侧开设第二凹槽和第三凹槽,通过三个凹槽的配合,完成对型材的定位,实现在锯床的配合下即可完成对型材的切割,在锯床上就可以安全准确高效地切出要求的斜口,方便快捷,不用再把通过锯床切割后的型材再运送到加工中心进行切割操作,降低人员劳动强度,提高工作效率。
8、为了让本实用新型的上述和其他目的、特征和优点更能明显易懂,下文特举较佳实施例,并配合所附图示,做详细说明如下。
技术特征:
1.一种对型材快速进行斜口锯切工装,包括工装本体,其特征是:所述工装本体为矩形板,所述工装本体的正面设置有第一凹槽,所述工装本体的背面设置有第二凹槽和第三凹槽,所述第一凹槽为直角梯形,且第一凹槽的斜腰与所述工装本体的一长边重合,所述第二凹槽和第三凹槽均为由第一边、第二边、第三边、第四边和第五边首尾相连围成的五边形槽,所述第二凹槽和第三凹槽的第一边与所述工装本体的另一长边重合,所述第二凹槽的第二边与所述工装本体的一个短边重合,且所述第二凹槽的第一边与所述第二凹槽的第二边相邻,所述第三凹槽的第二边与所述工装本体的另一个短边重合,且所述第三凹槽的第一边与所述第三凹槽的第二边相邻。
2.根据权利要求1所述的一种对型材快速进行斜口锯切工装,其特征是:所述第一凹槽为由第一边、第二边、第三边和第四边首尾连接围成的直角梯形槽,且第一凹槽的第一边为斜腰并与所述工装本体的一长边重合,第一凹槽的第二边和第四边平行,第一凹槽的第一边与第二边之间具有夹角。
3.根据权利要求2所述的一种对型材快速进行斜口锯切工装,其特征是:所述第二凹槽的第三边和第五边平行,且所述第二凹槽的第四边与电动工装本体的短边平行。
4.根据权利要求3所述的一种对型材快速进行斜口锯切工装,其特征是:所述第三凹槽的第三边和第五边平行,且所述第三凹槽的第四边与电动工装本体的短边平行。
技术总结
本技术公开了一种对型材快速进行斜口锯切工装,包括工装本体,工装本体为矩形板,工装本体的正面设置有第一凹槽,工装本体的背面设置有第二凹槽和第三凹槽,第一凹槽为直角梯形,且第一凹槽的斜腰与工装本体的一长边重合,第二凹槽和第三凹槽的第一边与工装本体的另一长边重合,第二凹槽的第二边与工装本体的一个短边重合,且第二凹槽的第一边与第二凹槽的第二边相邻,第三凹槽的第二边与工装本体的另一个短边重合,且第三凹槽的第一边与第三凹槽的第二边相邻;本技术通过在工装本体的两侧开设第一凹槽、第二凹槽和第三凹槽;本申请通过三个凹槽的配合,完成对型材的定位,在锯床上就可以安全准确高效地切出要求的斜口,方便快捷。
技术研发人员:荆宝锋,宋泓莹,李可岩,曹保定,张辉
受保护的技术使用者:郑州明泰交通新材料有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!