一种空心管U形成型装置的制作方法
本技术涉及空心管加工领域,尤其涉及一种空心管u形成型装置。
背景技术:
1、首饰链尤其是金属链,由有多个环形金属环依次相扣链接形成,随着人们对生活物质的需求不断提高,首饰链的种类也越来越多,金属环的形状也越来越多样化,比如五角形、u形,但是为了减少首饰链的重量,有些厂家会选用空心管进行弯折加工,但是空心管在弯折过程中,在弯曲部位很容易产生变形,使得空心管有锐角或不规则的凸起。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的之一在于提供一种空心管u形成型装置,以解决现有技术的空心管在进行弯曲成型时易产生形变的技术问题。
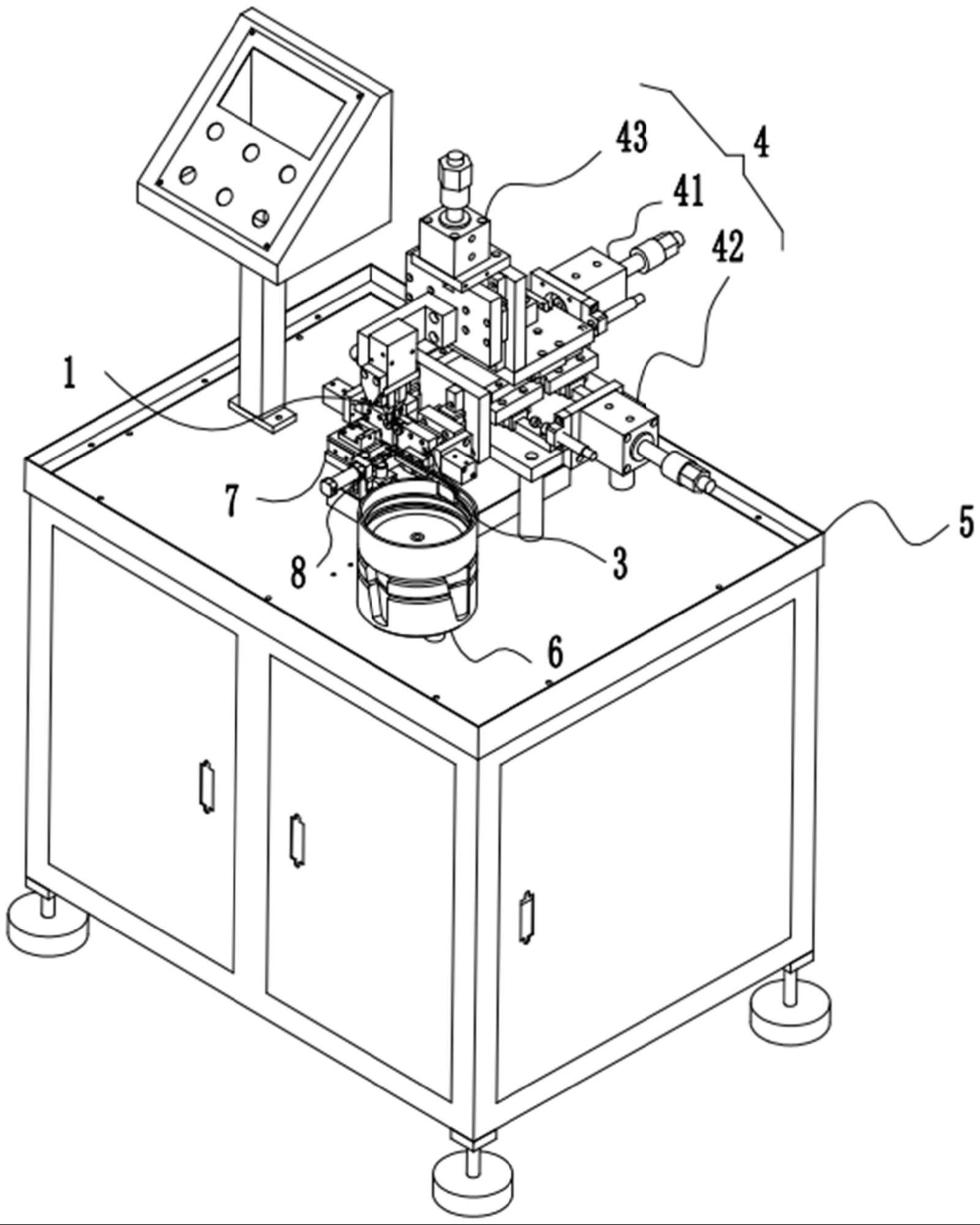
2、本实用新型的目的之一采用如下技术方案实现:一种空心管u形成型装置,待加工的空心管存放于振动盘中,空心管u形成型装置包括:
3、夹取装置,其包括主夹头、次夹头和用于控制主夹头和次夹头之间距离的夹取驱动装置,所述主夹头上设有呈u形的定形凸起,定形凸起的侧面设有u形凹槽,所述次夹头上设有防脱凸起,所述防脱凸起为设在次夹头端部的凸块,防脱凸起与定形凸起的弧形端部夹取配合;
4、管料台,所述管料台上设有供空心管穿过的管道槽,且管料台上所述夹取装置伸入的夹取空间,所述管道槽与所述振动盘的出口端连通;
5、成型装置,包括两个对夹件,所述对夹件的端部设有与空心管配合的对夹管道,两个对夹件的对夹管道位于同一平面;
6、主驱动装置,其包括水平位移驱动和升降驱动,所述夹取装置在所述主驱动装置的驱动下进行水平位移和升降位移运动。
7、进一步地,所述主夹头和次夹头为对称设置的块状,主夹头和次夹头的上端连接所述夹取驱动装置,主夹头和次夹头在夹取驱动装置的驱动下进行水平方向上的相对位移,所述定形凸起向次夹头方向延伸,所述防脱凸起向主夹头方向延伸。
8、进一步地,所述对夹件包括夹台和夹环,所述夹台为矩形块,所述夹环为圆环,所述夹环设在所述夹台的端部,所述对夹管道为围绕夹环侧面延伸的环形槽。
9、进一步地,所述成型装置还包括用于控制对夹件之间距离的对夹驱动装置。
10、进一步地,还包括管道定位装置,所述管道定位装置包括定位块和螺栓,所述定位块上设有螺栓孔,所述螺栓与螺栓孔螺纹连接,所述螺栓与空心管抵接配合。
11、进一步地,还包括管道防脱装置,所述管道防脱装置包括固定块和压杆,所述压杆的一端固定设在所述固定块上,另一端设在所述管道槽上方,且压杆的下侧面与所述管道槽抵接配合。
12、进一步地,所述管料台包括两个竖立设置的矩形块,所述管道槽设在所述矩形块的上侧面,两个矩形块之间留有缝隙即为所述的夹取空间。
13、相比现有技术,本实用新型的有益效果在于:
14、本实用新型通过主驱动装置控制,使得夹取装置自动夹取振动盘机构中排列处的空心管,并在成型装置的挤压下变形为u形形状,并且通过在夹取装置和成型装置上设置的与可与空心管贴合的u形凹槽和对夹管道保证了空心管在弯折过程中不会产生变形,避免了空心管变扁或在弯折处产生尖锐凸起,本装置在进行自动化生产的同时,又能保证空心管弯折后的质量,既保证了生产效率,又保证了产品的良品率。
技术特征:
1.一种空心管u形成型装置,待加工的空心管存放于振动盘中,其特征在于,包括:
2.如权利要求1所述的空心管u形成型装置,其特征在于,所述主夹头和次夹头为对称设置的块状,主夹头和次夹头的上端连接所述夹取驱动装置,主夹头和次夹头在夹取驱动装置的驱动下进行水平方向上的相对位移,所述定形凸起向次夹头方向延伸,所述防脱凸起向主夹头方向延伸。
3.如权利要求1所述的空心管u形成型装置,其特征在于,所述对夹件包括夹台和夹环,所述夹台为矩形块,所述夹环为圆环,所述夹环设在所述夹台的端部,所述对夹管道为围绕夹环侧面延伸的环形槽。
4.如权利要求3所述的空心管u形成型装置,其特征在于,所述成型装置还包括用于控制对夹件之间距离的对夹驱动装置。
5.如权利要求1所述的空心管u形成型装置,其特征在于,还包括管道定位装置,所述管道定位装置包括定位块和螺栓,所述定位块上设有螺栓孔,所述螺栓与螺栓孔螺纹连接,所述螺栓与空心管抵接配合。
6.如权利要求1所述的空心管u形成型装置,其特征在于,还包括管道防脱装置,所述管道防脱装置包括固定块、压杆和防脱驱动,所述压杆的一端固定设在所述固定块上,另一端设在所述管道槽上方,且压杆的下侧面与所述管道槽抵接配合,所述防脱驱动连接所述固定块。
7.如权利要求1所述的空心管u形成型装置,其特征在于,所述管料台包括两个竖立设置的矩形块,所述管道槽设在所述矩形块的上侧面,两个矩形块之间留有缝隙即为所述的夹取空间。
8.如权利要求1所述的空心管u形成型装置,其特征在于,所述水平位移驱动包括前后位移装置和左右位移装置。
9.如权利要求8所述的空心管u形成型装置,其特征在于,所述升降驱动设在所述前后位移装置上,所述夹取装置设在所述升降驱动上。
技术总结
本技术设计空心管加工领域,提供了一种空心管U形成型装置,包括夹取装置、管料台、成型装置和主驱动装置,取装置包括主夹头、次夹头和夹取驱动装置,主夹头上设有呈U形的定形凸起,定形凸起的侧面设有U形凹槽,次夹头上设有防脱凸起,防脱凸起与定形凸起的弧形端部夹取配合;管料台上设有供空心管穿过的管道槽,管道槽与振动盘的出口端连通;成型装置包括两个对夹件,对夹件的端部设有与空心管配合的对夹管道;夹取装置在主驱动装置的驱动下进行水平位移和升降位移运动。从而保证了空心管在弯折过程中不会产生变形,本装置在进行自动化生产的同时,又能保证空心管弯折后的质量,既保证了生产效率,又保证了产品的良品率。
技术研发人员:罗方银
受保护的技术使用者:深圳市轻饰界黄金首饰科技有限公司
技术研发日:20221231
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!