一种焊丝用量检测系统的制作方法
本技术涉及焊接,特别是涉及一种焊丝用量检测系统。
背景技术:
1、电弧焊接工艺广泛应用于工程机械、船舶、军工、农用机械、电力设备、铁路机车、汽车等多个行业中。在焊接过程中经常需要测算焊丝的用量参数,例如焊丝的利用率以及每盘/桶焊丝的焊接对象(例如整个被焊接的工件,或者工件上被焊接的部位)的数量,以便为焊丝清枪、调试等操作过程的优化及企业的成本统计分析提供有效的数据支撑。
2、在现有技术中,目前最广泛使用的焊丝利用率及焊接对象数量的确定方法仍然是通过人工方式记录每盘/桶焊丝的焊接对象的数量,再根据焊接对象理论上需要使用的焊丝总量来计算焊丝利用率,缺少相关的设备对焊接对象的实际焊接熔敷量与每盘/桶焊丝的焊接利用率进行更精确的测算。为了代替人工记录方式,一些现有技术中通过测量焊丝盘/桶的重量变化来确定焊丝的用量和余量,但是其测量手段通常是直接对焊丝盘/桶以及其上缠绕的焊丝进行称重,只适合于测量缠绕在焊丝盘/桶上的焊丝的重量变化;而当焊丝被从焊丝盘/桶上引出到送丝机时,焊丝的引出部分的重量就很难被有效地测量出来,无法准确地测算焊丝的剩余量,导致焊丝利用率的测算不够精确。
3、因此,为了解决现有技术中的上述问题,需要提供能够更加精确地测算焊丝的用量参数的系统及方法。
技术实现思路
1、基于现有技术中的上述问题,本实用新型的目的在于提供一种焊丝用量检测系统及方法,能够克服现有技术的上述问题导致的缺陷,更加精确地测算焊丝的用量参数
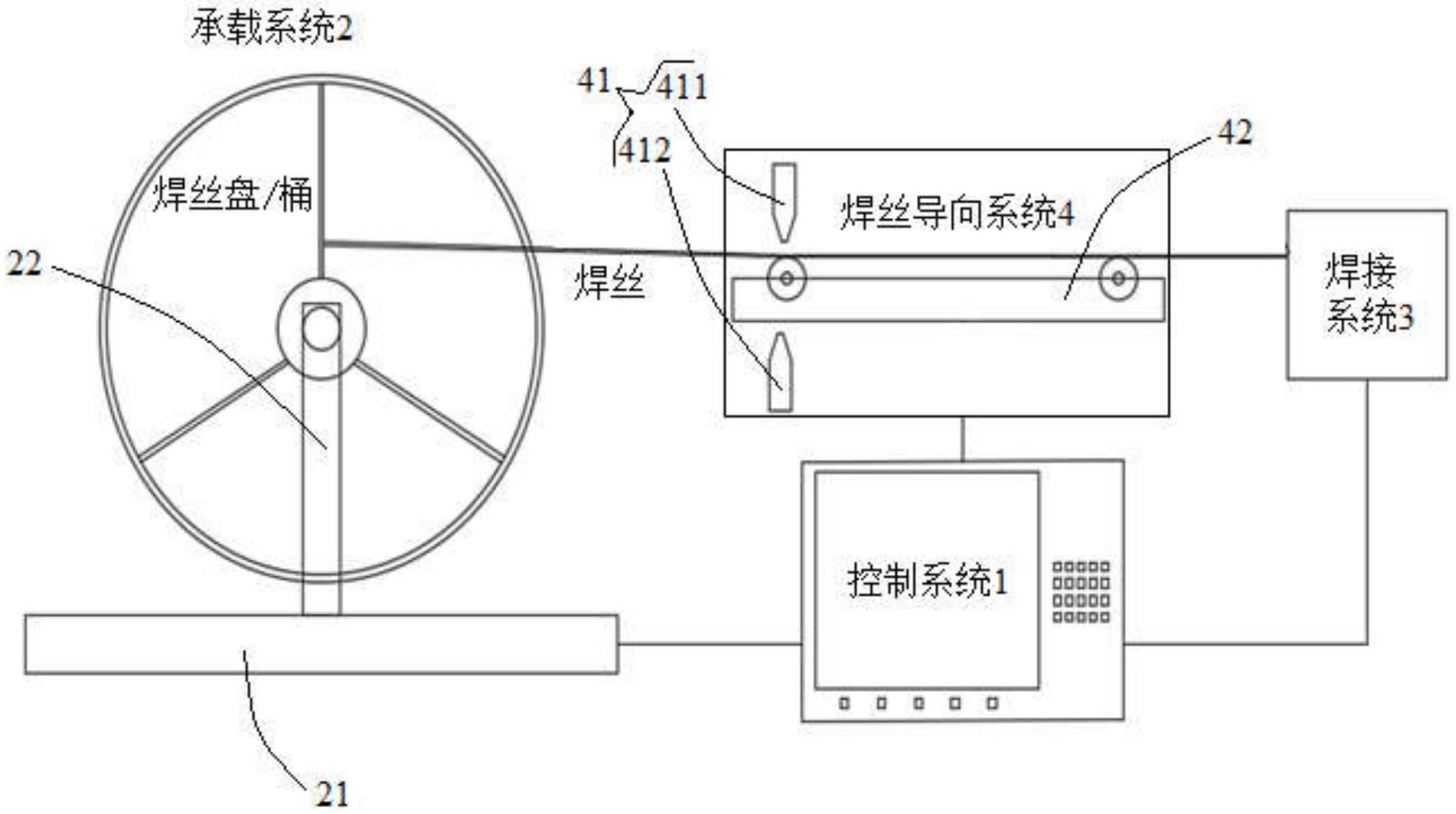
2、本实用新型的一方面的实施方式提供一种焊丝用量检测系统,所述焊丝用量检测系统包括控制系统、承载系统、焊接系统、焊丝导向系统,所述承载系统、所述焊接系统、所述焊丝导向系统均与所述控制系统通信连接;所述承载系统用于承载焊丝盘/桶,所述焊接系统用于使用从所述焊丝盘/桶中引出的焊丝对预设种类的工件进行焊接,所述焊丝导向系统用于对处于所述焊丝盘/桶与所述焊接系统之间的焊丝进行导向;所述控制系统还用于通过所述承载系统实时地测量所述焊丝盘/桶的重量,根据所述焊丝盘/桶的重量变化确定剩余的焊丝能否焊接至少一件工件,以及通过所述焊丝导向系统检测剩余的焊丝能否焊接工件的至少一个焊接部位。
3、在一些实施方式中,所述控制系统还用于计算焊接中消耗的焊丝的总重量,并根据焊丝的初始重量和焊接中消耗的焊丝的总重量计算焊丝利用率。
4、在一些实施方式中,所述承载系统包括重力感应设备和焊丝盘支架;所述焊丝盘支架装设在所述重力感应设备顶部,用于承载所述焊丝盘/桶;所述重力感应设备与所述控制系统通信连接,用于当所述焊丝盘支架承载所述焊丝盘/桶时,实时地测量所述焊丝盘/桶的重量,并将重量数据传输到所述控制系统。
5、在一些实施方式中,所述焊丝导向系统包括光感应器和导向装置,所述导向装置设置在所述承载系统和所述焊接系统之间,用于对焊丝进行定位和导向;所述光感应器与所述控制系统通信连接,包括分别设置在所述导向装置的导向方向的相对两侧的投光器和受光器;所述控制系统用于根据所述受光器是否产生感应信号来确定剩余的焊丝能否焊接工件的至少一个焊接部位。
6、在一些实施方式中,所述焊丝导向系统包括导向槽、两个导向轮,感测电源及电流传感器,其中导向槽用于对焊丝进行定位和导向;所述导向轮采用导体材料制成,可旋转地安装在所述导向槽内,用于在焊丝进入所述导向槽时与焊丝接触;所述感测电源电性连接于两个导向轮之间,所述电流传感器电性连接于所述感测电源与任意一个所述导向轮之间并且与所述控制系统电性连接;所述控制系统用于根据所述电流传感器是否产生电流信号来确定剩余的焊丝能否焊接工件的至少一个焊接部位。
7、相比于现有技术,本实用新型的上述实施方式提供的焊丝用量检测系统能够有效地解决现有技术中的相关问题,并实现多方面的有益效果,例如:1.所述焊丝用量检测系统可用于对每个工件的多个焊接部位如焊缝进行全面检测,可记录分析每个焊接部位的焊丝用量以及每个工件的焊丝总用量,并对于每个焊丝盘/桶的焊丝使用情况都进行实时监控,相比于现有技术可以获得更加精确的焊丝用量检测结果。2.对于焊丝用量较大的焊接操作,例如整个工件或者很长焊缝的焊接操作,可以采用感测焊丝重量变化的方式来监控焊丝用量;而对于焊丝用量较小的焊接操作,比如较短焊缝的焊接操作,可以通过光线感应焊丝长度的方式来监控焊丝用量。这样有助于减少人工辨别和仅采用重量感测方式确定焊丝用量造成的误差以及材料的浪费,测算出更加精确的焊丝利用率数据,有助于提高焊丝利用率,而且光线感应方式还可在焊接过程中随时监控焊丝是否用尽或者出现断裂。3.当焊丝盘/桶上的焊丝余量不足时,可以智能化地选择工件上合适的焊接部位进行焊接,使剩余的焊丝得到尽量充分的利用。4.既能计算整个焊丝盘/桶上的全部焊丝的利用率,也能用类似的手段仅计算部分焊丝的利用率,或者焊接单个工件耗用的焊丝的利用率,或者焊接单个工件的单个或多个焊接部位耗用的焊丝的利用率。
技术特征:
1.一种焊丝用量检测系统,其特征在于,所述焊丝用量检测系统包括控制系统、承载系统、焊接系统、焊丝导向系统,所述承载系统、所述焊接系统、所述焊丝导向系统均与所述控制系统通信连接;所述承载系统用于承载焊丝盘/桶,所述焊接系统用于使用从所述焊丝盘/桶中引出的焊丝对预设种类的工件进行焊接,所述焊丝导向系统用于对处于所述焊丝盘/桶与所述焊接系统之间的焊丝进行导向;所述控制系统还用于通过所述承载系统实时地测量所述焊丝盘/桶的重量,根据所述焊丝盘/桶的重量变化确定剩余的焊丝能否焊接至少一件工件,以及通过所述焊丝导向系统检测剩余的焊丝能否焊接工件的至少一个焊接部位。
2.如权利要求1所述的焊丝用量检测系统,其特征在于,所述控制系统还用于计算焊接中消耗的焊丝的总重量,并根据焊丝的初始重量和焊接中消耗的焊丝的总重量计算焊丝利用率。
3.如权利要求1所述的焊丝用量检测系统,其特征在于,所述承载系统包括重力感应设备和焊丝盘支架;所述焊丝盘支架装设在所述重力感应设备顶部,用于承载所述焊丝盘/桶;所述重力感应设备与所述控制系统通信连接,用于当所述焊丝盘支架承载所述焊丝盘/桶时,实时地测量所述焊丝盘/桶的重量,并将重量数据传输到所述控制系统。
4.如权利要求1所述的焊丝用量检测系统,其特征在于,所述焊丝导向系统包括光感应器和导向装置,所述导向装置设置在所述承载系统和所述焊接系统之间,用于对焊丝进行定位和导向;所述光感应器与所述控制系统通信连接,包括分别设置在所述导向装置的导向方向的相对两侧的投光器和受光器;所述控制系统用于根据所述受光器是否产生感应信号来确定剩余的焊丝能否焊接工件的至少一个焊接部位。
5.如权利要求1所述的焊丝用量检测系统,其特征在于,所述焊丝导向系统包括导向槽、两个导向轮,感测电源及电流传感器,其中导向槽用于对焊丝进行定位和导向;所述导向轮采用导体材料制成,可旋转地安装在所述导向槽内,用于在焊丝进入所述导向槽时与焊丝接触;所述感测电源电性连接于两个导向轮之间,所述电流传感器电性连接于所述感测电源与任意一个所述导向轮之间并且与所述控制系统电性连接;所述控制系统用于根据所述电流传感器是否产生电流信号来确定剩余的焊丝能否焊接工件的至少一个焊接部位。
技术总结
本发明提供一种焊丝用量检测系统及方法,所述焊丝用量检测系统包括控制系统、承载系统、焊接系统、焊丝导向系统,所述承载系统、所述焊接系统、所述焊丝导向系统均与所述控制系统通信连接;所述承载系统用于承载焊丝盘/桶,所述焊接系统用于使用从所述焊丝盘/桶中引出的焊丝对预设种类的工件进行焊接,所述焊丝导向系统用于对处于所述焊丝盘/桶与所述焊接系统之间的焊丝进行导向;所述控制系统还用于通过所述承载系统实时地测量所述焊丝盘/桶的重量,根据所述焊丝盘/桶的重量变化确定剩余的焊丝能否焊接至少一件工件,以及通过所述焊丝导向系统检测剩余的焊丝能否焊接工件的至少一个焊接部位。
技术研发人员:肖月鹏,刘先,邓建群,邱俊杰
受保护的技术使用者:中联重科股份有限公司
技术研发日:20221230
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!