工件焊接设备的制作方法
本发明涉及焊接,特别是涉及一种工件焊接设备。
背景技术:
1、在工程机械结构等机械结构中,由于加工和工艺中存在的问题,常常会出现结构尺寸差异问题,导致后续焊接时板材之间的拼装间隙较大(有时候间隙在2mm以上)。而常规的gmaw(gas metal arc melding,熔化极气体保护焊)焊的焊丝直径通常为0.8-1.6mm,容易导致焊漏难连接的情况。而焊漏问题需要人工进行补焊并检查,这样使得焊接的工序非常多,且质量不稳定,结构风险大。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种工件焊接设备,使用其焊接时避免焊漏,焊接效果较好。
2、本实用新型提供一种工件焊接设备,用于对第一连接件和第二连接件进行焊接,其特征在于,所述工件焊接设备包括加热元件和焊枪,所述加热元件和所述焊枪均可相对所述第一连接件和所述第二连接件沿焊缝方向移动,且沿所述加热元件的移动方向,所述加热元件位于所述焊枪的前方,其中,所述加热元件的加热中心到所述焊枪的焊丝在所述焊缝方向上的距离大于等于30mm,且小于等于100mm。
3、在一实施例中,所述工件焊接设备还包括第一驱动件和第二驱动件,所述加热元件安装于所述第一驱动件以由所述第一驱动件驱动沿焊缝方向移动,所述焊枪安装于所述第二驱动件以由所述第二驱动件驱动沿焊缝方向移动。
4、在一实施例中,所述工件焊接设备还包括摆动驱动件,所述摆动驱动件与所述加热元件连接,用于驱动所述加热元件至少在垂直于焊缝方向的方向上摆动动。
5、在一实施例中,在所述加热元件和所述焊枪的移动过程中,热丝距离保持不变。
6、在一实施例中,所述工件焊接设备还包括控制模块和焊缝跟踪传感器,所述焊缝跟踪传感器连接于所述控制模块;沿所述加热元件的移动方向,所述焊缝跟踪传感器、所述加热元件和所述焊枪依次设置,所述焊缝跟踪传感器用于跟踪所述第一连接件和所述第二连接件之间的坡口根部的位置,所述控制模块用于根据跟踪结果获取所述加热元件和所述焊枪的行走路径,并根据行走路径控制所述加热元件和所述焊枪移动;所述加热元件用于在焊缝位置对所述第一连接件和/或所述第二连接件的间隙根部进行加热,所述焊枪用于跟随所述加热元件在焊缝位置对所述第一连接件和所述第二连接件进行打底焊接。
7、在一实施例中,所述焊缝跟踪传感器与所述焊枪的电弧中心之间的距离为50~200mm。
8、在一实施例中,所述焊缝跟踪传感器还用于检测第一连接件或所述第二连接件之间的坡口根部间隙,所述工件焊接设备还包括功率调节器和温度传感器,所述功率调节器连接于所述加热元件,所述功率调节器和所述温度传感器均连接于所述控制模块,所述温度传感器用于检测所述第一连接件和所述第二连接件的坡口根部的温度,所述控制模块用于根据所述温度传感器测得的温度、所述坡口根部间隙获取所述加热元件的移动速度和功率,所述功率调节器用于接收控制模块发送的所述加热元件的功率并控制所述加热元件的功率,所述第一驱动件用于接收所述控制模块发送的所述加热元件的移动速度并控制所述加热元件的移动速度。
9、在一实施例中,所述焊枪为脉冲电流焊枪。
10、在一实施例中,所焊枪的焊炬相对所述第一连接件或所述第二连接件的倾斜角度α小于或等于90°;或者,所述焊枪的焊丝中心对准坡口根部间隙中心;或者,所述焊枪的焊丝的干伸长为10~15mm;或者,所述焊枪的焊丝与所述第一连接件和所述第二连接件背面的距离为0-1mm。
11、在一实施例中,所述工件焊接设备还包括设于所述第一连接件和所述第二连接件的背面的防护板;或者,工件焊接设备还包括起弧板和收弧板,所述起弧板设于所述第一连接件和所述第二连接件的焊缝的起始端,所述收弧板设于所述第一连接件和所述第二连接件的焊缝的末端。
12、本实用新型实施例提供的工件焊接设备中,针对大间隙工件,采用加热元件对工件先进行预热,然后采用焊枪进行焊接,并使加热元件与焊枪间隔较远的距离,使加热元件和焊枪电弧不共熔池,这样加热元件可对工件预先加热到合适的温度,能够保证后续焊接过程中的熔深,又能避免热量过多而出现焊漏,从而能获得良好的焊接质量。
技术特征:
1.一种工件焊接设备,用于对第一连接件(11)和第二连接件(13)进行焊接,其特征在于,所述工件焊接设备包括加热元件和焊枪(33),所述加热元件和所述焊枪(33)均可相对所述第一连接件(11)和所述第二连接件(13)沿焊缝方向移动,且沿所述加热元件的移动方向,所述加热元件位于所述焊枪(33)的前方,其中,所述加热元件的加热中心到所述焊枪(33)的焊丝在所述焊缝方向上的距离大于等于30mm,且小于等于100mm。
2.如权利要求1所述的工件焊接设备,其特征在于,所述工件焊接设备还包括第一驱动件(21)和第二驱动件(23),所述加热元件安装于所述第一驱动件(21)以由所述第一驱动件(21)驱动沿焊缝方向移动,所述焊枪(33)安装于所述第二驱动件(23)以由所述第二驱动件(23)驱动沿焊缝方向移动。
3.如权利要求1所述的工件焊接设备,其特征在于,所述工件焊接设备还包括摆动驱动件(36),所述摆动驱动件(36)与所述加热元件连接,用于驱动所述加热元件至少在垂直于焊缝方向的方向上摆动。
4.如权利要求1所述的工件焊接设备,其特征在于,在所述加热元件和所述焊枪(33)的移动过程中,热丝距离保持不变。
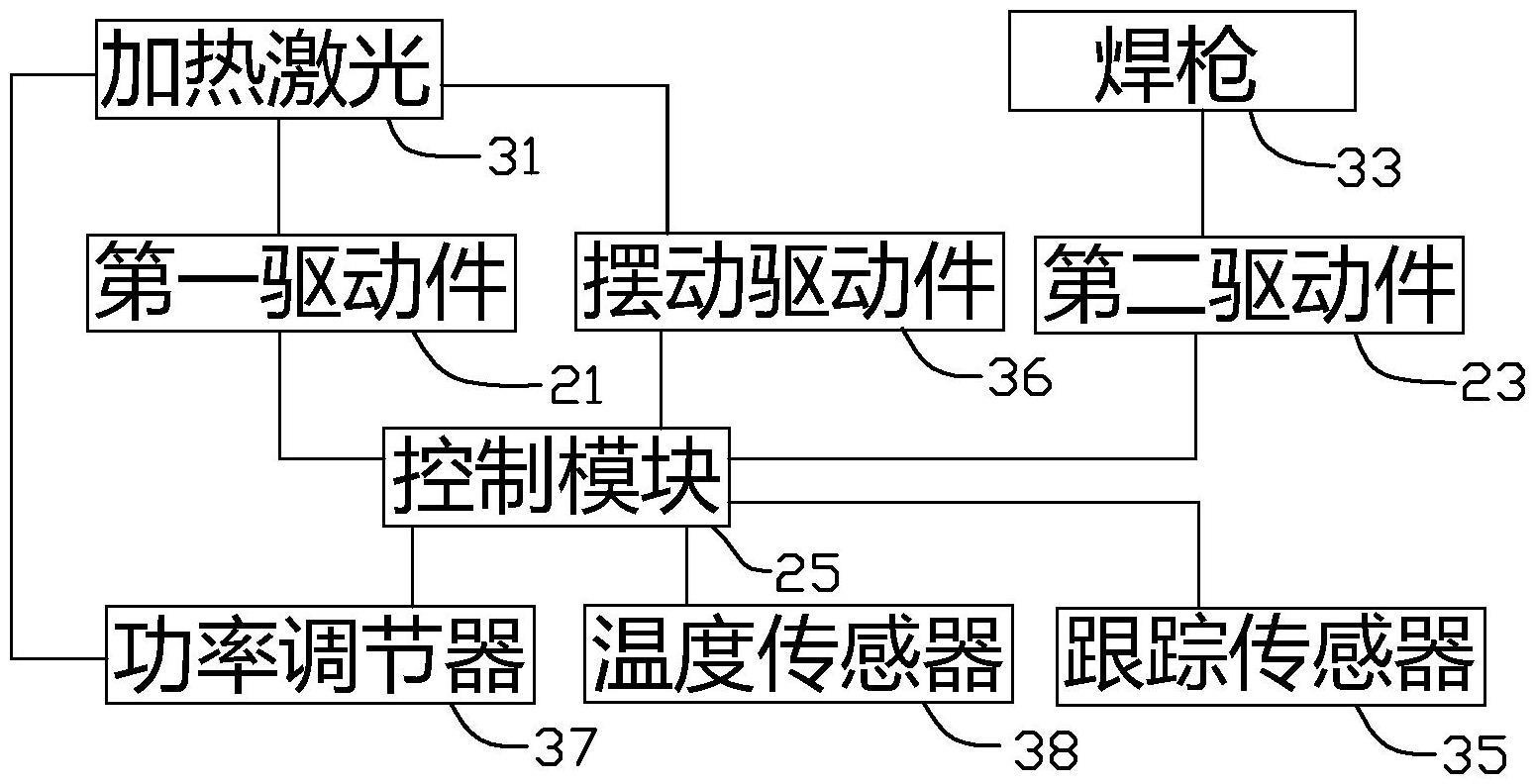
5.如权利要求2所述的工件焊接设备,其特征在于,所述工件焊接设备还包括控制模块(25)和焊缝跟踪传感器(35),所述焊缝跟踪传感器(35)连接于所述控制模块(25);沿所述加热元件的移动方向,所述焊缝跟踪传感器(35)、所述加热元件和所述焊枪依次设置,所述焊缝跟踪传感器(35)用于跟踪所述第一连接件(11)和所述第二连接件(13)之间的坡口根部的位置,所述控制模块(25)用于根据跟踪结果获取所述加热元件和所述焊枪(33)的行走路径,并根据行走路径控制所述加热元件和所述焊枪(33)移动;所述加热元件用于在焊缝位置对所述第一连接件(11)和/或所述第二连接件(13)的间隙根部进行加热,所述焊枪(33)用于跟随所述加热元件在焊缝位置对所述第一连接件(11)和所述第二连接件(13)进行打底焊接。
6.如权利要求5所述的工件焊接设备,其特征在于,所述焊缝跟踪传感器(35)与所述焊枪(33)的电弧中心之间的距离为50~200mm。
7.如权利要求5所述的工件焊接设备,其特征在于,所述焊缝跟踪传感器还用于检测第一连接件(11)或所述第二连接件(13)之间的坡口根部间隙x,所述工件焊接设备还包括功率调节器(37)和温度传感器(38),所述功率调节器(37)连接于所述加热元件,所述功率调节器(37)和所述温度传感器(38)均连接于所述控制模块(25),所述温度传感器用于检测所述第一连接件(11)或所述第二连接件(13)的坡口根部的温度,所述控制模块(25)用于根据所述温度传感器测得的温度、所述坡口根部间隙x获取所述加热元件的移动速度和功率,所述功率调节器(37)用于接收控制模块(25)发送的所述加热元件的功率并控制所述加热元件的功率,所述第一驱动件(21)用于接收所述控制模块(25)发送的所述加热元件的移动速度并控制所述加热元件的移动速度。
8.如权利要求1所述的工件焊接设备,其特征在于,所述焊枪(33)为脉冲电流焊枪。
9.如权利要求1所述的工件焊接设备,其特征在于,所述焊枪(33)的焊炬相对所述第一连接件(11)或所述第二连接件(13)的倾斜角度α小于或等于90°;或者,所述焊枪(33)的焊丝中心对准坡口根部间隙中心;或者,所述焊枪(33)的焊丝的干伸长为10~15mm;或者,所述焊枪(33)的焊丝与所述第一连接件(11)和所述第二连接件(13)背面的距离为0-1mm。
10.如权利要求1所述的工件焊接设备,其特征在于,所述工件焊接设备还包括设于所述第一连接件(11)和所述第二连接件(13)的背面的防护板(41);或者,工件焊接设备还包括起弧板和收弧板,所述起弧板设于所述第一连接件(11)和所述第二连接件(13)的焊缝的起始端,所述收弧板设于所述第一连接件(11)和所述第二连接件(13)的焊缝的末端。
技术总结
本技术提供一种工件焊接设备,该工件焊接设备包括加热元件和焊枪,加热元件和焊枪均可相对第一连接件和第二连接件沿焊缝方向移动,且沿加热元件的移动方向,加热元件位于焊枪的前方,其中,加热元件的加热中心到焊枪的焊丝在所述焊缝方向上的距离大于等于30mm,且小于等于100mm。本技术的工件焊接设备中,针对大间隙工件,采用加热激光对工件先进行预热,然后采用焊枪进行焊接,并使加热激光与焊枪间隔较远的距离,使加热激光和焊枪电弧不得共熔池,这样加热激光可对工件预先加热到合适的温度,能够保证后续焊接过程中的熔深,又能避免热量过多而出现焊漏,从而能获得良好的焊接质量。
技术研发人员:付玲,薛丁琪,刘延斌,罗志敏,尹莉,仇文杰,佘玲娟
受保护的技术使用者:中联重科股份有限公司
技术研发日:20221231
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!