钻头和用于制作钻头的方法与流程
本发明涉及一种具有至少一个主切割刃和邻接主切割刃的螺旋凹槽的钻头。此外,本发明涉及一种用于制作此类钻头的方法。
背景技术:
1、已知具有螺旋凹槽的钻头,例如螺旋钻。
2、为了将钻孔成本保持在合理的范围内,通常在钻头中关于切割质量、工具寿命和生产成本做出妥协。
技术实现思路
1、本发明所解决的问题是提供具有特别良好的切割质量且还可以低成本生产的钻头以及用于制作此类钻头的方法。
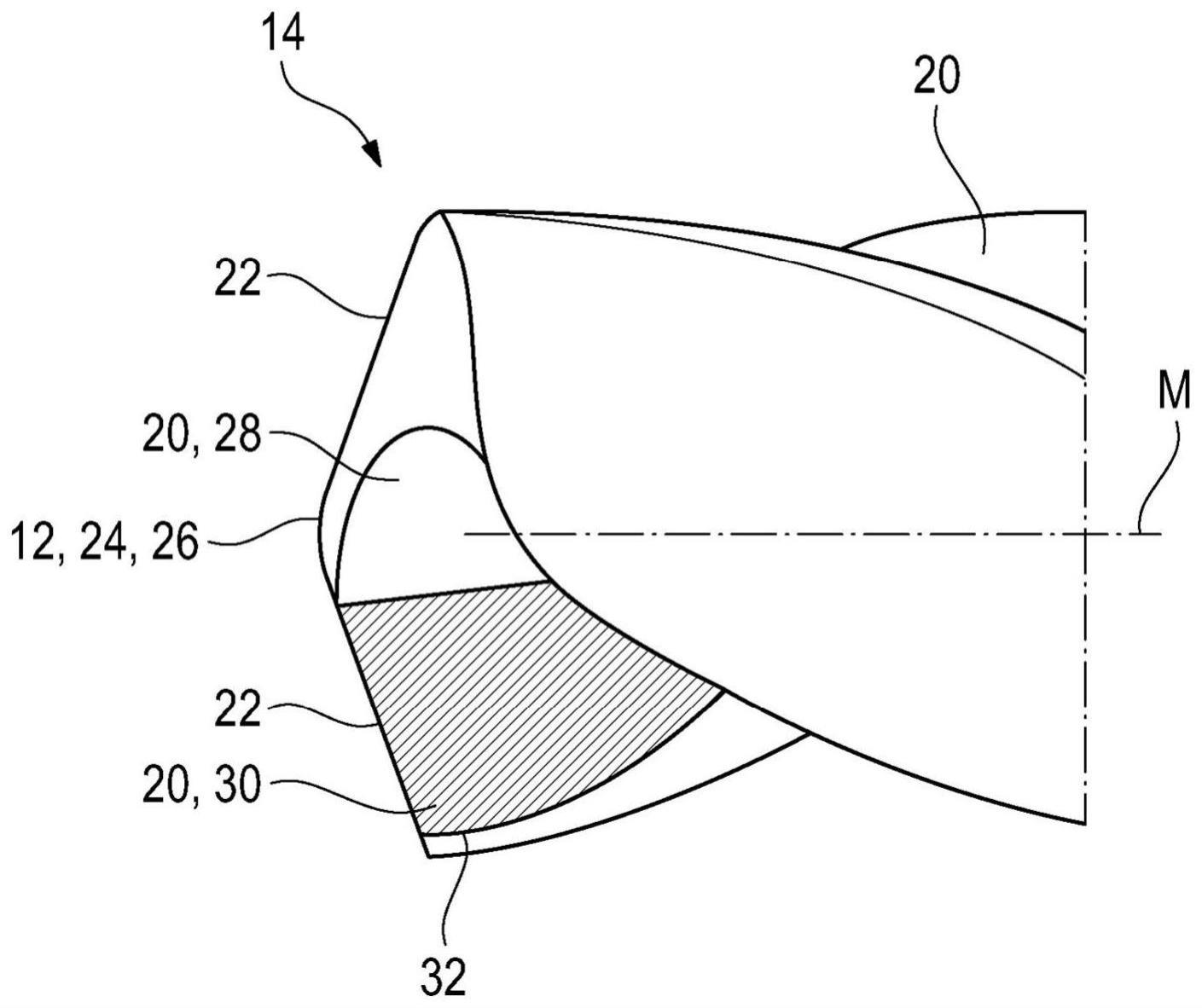
2、所述问题通过具有至少一个主切割刃和邻接主切割刃的螺旋凹槽的钻头来解决。凹槽的表面具有螺旋区段和邻接主切割刃的边缘区段。边缘区段的粗糙度小于螺旋区段的粗糙度。
3、根据本发明,已发现仅将边缘区段而非整个凹槽设计为特别平滑就足以在机械加工期间显著降低摩擦系数。以此方式,在钻孔期间产生较少热量,由此可制造特别高质量的钻孔,即使在温度敏感材料中也是如此。此外,由此减少钻头的磨损,且因此其工具寿命增加。此外,与没有根据本发明设计的边缘区段的钻头相比,可以增加切割速度。
4、所述钻头特别是螺旋钻或与工具轴一起形成螺旋钻的可更换的切割头。
5、此外,边缘区段至少部分地形成主切割刃的前刀面。
6、在一个实施例中,边缘区段的粗糙度小于0.3ra,特别是小于0.1ra。ra表示中点粗糙度系数。以此方式,边缘区段特别平滑,并且因此边缘区段与通过主切割刃切除的切屑之间的摩擦系数特别低。
7、另外或替代地,螺旋区段的粗糙度可至少为0.3ra,因为此系数足以经由凹槽快速且可靠地移除分离的切屑。因此,可以低成本生产钻头。
8、在另一实施例中,主切割刃的至少25%,优选至少50%,且特别是至少75%邻接边缘区段。因此,邻接主切割刃的特别大比例的凹槽形成为平滑边缘区段,使得在钻孔期间形成的切屑以低摩擦在前刀面上滑动。
9、此外,可以规定边缘区段不延伸到钻头的尖端。由于距靠近尖端的钻头的旋转轴线的径向距离较低,因此切割速度较低,使得在此区域中不需要特别低的粗糙度来确保高切割质量。因此,凹槽的邻接尖端的部分可具有比边缘区段高的粗糙度,由此保持钻头的生产成本较低。
10、另外或替代地,边缘区段可径向向外邻接钻头的侧切割刃或引导边缘,使得凹槽的距钻头的旋转轴线具有较大径向距离且因此具有高切割速度的部分特别平滑。
11、根据一个实施例,边缘区段在为钻头的直径或标称直径的至少50%,优选至少75%,特别是至少100%的轴向长度上延伸。边缘区段由此确保快速且低摩擦移除切屑。
12、根据另一实施例,边缘区段在为钻头的直径或标称直径的至多200%,优选至多150%,特别是至多100%的轴向长度上延伸。以此方式,边缘区段限于主边缘附近的其中低粗糙度特别有效的部分。这具有边缘区段可以较小并且螺旋区段可以相对较大的优点,从而可以毫不费力地制作钻头。
13、此外,可以规定边缘区段具有比螺旋区段小的螺旋角度,特别是其中边缘区段的螺旋角度比螺旋区段的螺旋角度小至少1°。边缘区段可因此通过例如研磨的切削过程产生,并且因此是低成本的。
14、根据本发明,还提供一种用于制作钻头的方法以便解决前述问题,所述钻头特别是根据本发明的钻头,具有至少一个主切割刃和邻接主切割刃的螺旋凹槽。所述方法包括以下步骤:
15、a)研磨凹槽,以及
16、b)随后对邻接凹槽的表面的主切割刃的边缘区段进行细磨。
17、在本发明的意义上,细磨应理解为意指产生具有比在前一步骤中产生凹槽的研磨操作期间更低的粗糙度的表面的研磨操作。因此,边缘区段具有比凹槽的剩余表面低的粗糙度。这具有先前结合根据本发明的钻头提及的优点。通过首先借助于研磨来形成不具有边缘区段的凹槽且仅随后借助于更复杂的细磨来形成边缘区段,生产过程进一步特别有效。
技术特征:
1.一种具有至少一个主切割刃(22)和邻接所述主切割刃(22)的螺旋凹槽(20)的钻头(10),其特征在于,所述凹槽(20)的表面具有螺旋区段(28)和邻接所述主切割刃(22)的边缘区段(30),其中所述边缘区段(30)的粗糙度小于所述螺旋区段(28)的粗糙度。
2.根据权利要求1所述的钻头(10),其特征在于,所述边缘区段(30)的粗糙度小于0.3ra,特别是小于0.1ra。
3.根据权利要求1或2所述的钻头(10),其特征在于,所述螺旋区段(28)的粗糙度至少为0.3ra。
4.根据前述权利要求中任一项所述的钻头(10),其特征在于,所述主切割刃(22)的至少25%,优选至少50%,特别是至少75%邻接所述边缘区段(30)。
5.根据前述权利要求中任一项所述的钻头(10),其特征在于,所述边缘区段(30)不延伸到所述钻头(10)的尖端(26)。
6.根据前述权利要求中任一项所述的钻头(10),其特征在于,所述边缘区段(30)径向向外邻接所述钻头(10)的侧切割刃或引导边缘(32)。
7.根据前述权利要求中任一项所述的钻头(10),其特征在于,所述边缘区段(30)在轴向长度(l)上延伸,所述轴向长度为所述钻头(10)的直径(d)的至少50%,优选至少75%,特别是至少100%。
8.根据前述权利要求中任一项所述的钻头(10),其特征在于,所述边缘区段(30)在轴向长度(l)上延伸,所述轴向长度为所述钻头(10)的直径(d)的至多200%,优选至多150%,特别是至多100%。
9.根据前述权利要求中任一项所述的钻头(10),其特征在于,所述边缘区段(30)具有比所述螺旋区段(28)小的螺旋角度(α),特别是其中所述边缘区段(30)的所述螺旋角度(α)比所述螺旋区段(28)的所述螺旋角度(β)小至少1°。
10.一种用于制作钻头(10)的方法,所述钻头特别是根据前述权利要求中任一项所述的钻头,具有至少一个主切割刃(22)和邻接所述主切割刃(22)的螺旋凹槽(20),其中所述方法包括以下步骤:
技术总结
一种钻头具有至少一个主切割刃(22)和邻接所述主切割刃(22)的螺旋凹槽(20)。所述凹槽(20)的表面具有螺旋区段(28)和邻接所述主切割刃(22)的边缘区段(30)。所述边缘区段(30)的粗糙度小于所述螺旋区段(28)的粗糙度。此外,提供一种用于制作钻头的方法。
技术研发人员:H.考珀
受保护的技术使用者:肯纳金属公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!