带轴链轮四件套的液压式快捷装配工装与半自动装配工艺的制作方法
本发明属于固液分离用自动压滤机,涉及一种拉板卸饼机构链条传动装置的带轴被动链轮四件套装配工装与工艺。
背景技术:
1、压滤机,是一种多滤室间歇性操作的加压过滤设备;自动压滤机,是一种机、电、液一体化,能自动完成某些操作工序的压滤机;主要由双梁机架、滤板压紧机构、多滤室过滤机构、翻板接液机构、拉板卸饼机构、清洗滤布机构、plc程控系统组成;适用于各种悬浮液物料(即液体和固态颗粒的混合物)的自动固液分离。
2、拉板卸饼机构(简称拉板机构),为逐块自动拉开滤板卸饼机构,主要由拉板驱动电机、双拉板小车、小车导轨、链条传动装置、限位传感器等组成;链条传动装置,包括带轴主动链轮、带轴被动链轮、驱动短单链、传动长双链;驱动电机安装在机头或机尾;滤板依靠其两侧的拉手支撑在机架双主梁的滤板导轨上,双拉板小车安装在主梁外侧的小车导轨上、与滤板拉手对应,传动长双链连接驱动装置和双拉板小车;用于逐块自动拉开滤板卸饼。
3、带轴被动链轮(简称带轴链轮),为半轴式嵌轴承被动链轮四件套,包括被动链轮、滚动轴承、固定式半轴、半轴座,并配用调节顶丝;带轴链轮手动组装工序为:(1)将固定式半轴垂直焊接在半轴座中心,形成带座半轴;(2)将滚动轴承嵌装在被动链轮的轴承孔中,形成带轴承链轮;(3)将带座半轴的固定式半轴安装到滚动轴承中,形成带轴链轮;因为滚动轴承与被动链轮的轴承孔为过盈配合、固定式半轴与滚动轴承为静配合,带轴链轮装配时需要使用铜锤或铜棒反复敲砸。
4、现有的带轴链轮手动装配方式,存在以下缺陷:(1)使用铜锤或铜棒敲砸工件压力有限,手工装配劳动强度大、装配效率低;(2)由于铜锤或铜棒敲压接触面有限,敲砸压力不平衡,容易损伤工件表面,装配质量不可靠;不能满足优质高效装配带轴链轮的需要。
技术实现思路
1、本发明的目的是克服现有带轴链轮手动装配方式的缺陷,解决手动装配带轴链轮劳动强度大、装配效率低、装配质量不可靠,如何设计带轴链轮辅助装配工装的技术问题,提供一种带轴链轮四件套的液压式快捷装配工装与半自动装配工艺;半自动装配——指手动安放工件、机械自动组装;半自动装配工艺——指带轴链轮四件套的半自动装配工艺,因专利名称字数有限而简称。
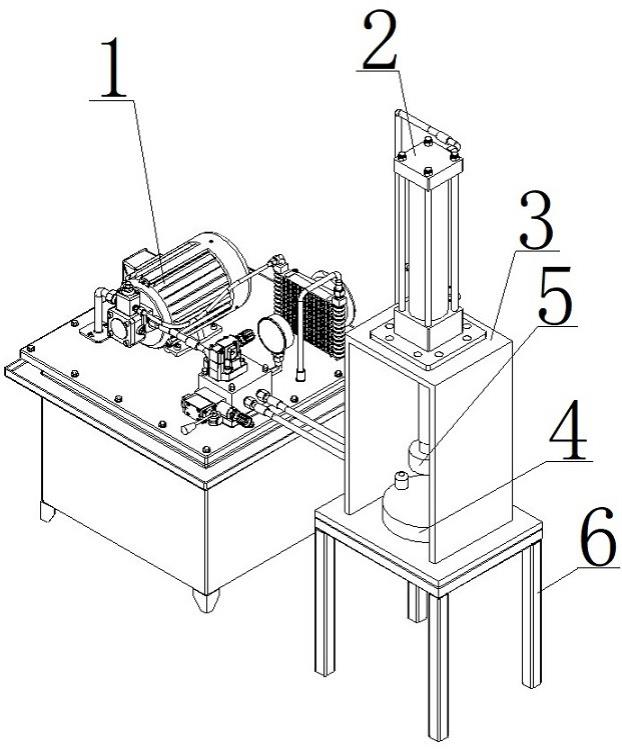
2、本发明解决现有技术问题所采用的全新技术方案是:一种带轴链轮四件套的液压式快捷装配工装(以下简称:带轴链轮装配工装),总体技术方案的要点是,即创新的总体构造与现有技术相比、其具有突出的实质性特点在于,增设带轴链轮装配工装,包括手控液压站、液压油缸、油缸支座、链轮支座、推压环、工装平台;链轮支座安装在油缸支座的底板上,液压油缸倒装在油缸支座的顶板上、联通手控液压站,推压环对应链轮支座安装在油缸活塞杆上,形成带轴链轮装配工装,可手动控制油缸活塞杆伸缩;带轴链轮装配工序为:(1)将固定式半轴垂直焊接在半轴座中心,形成带座半轴;(2)将被动链轮安置在链轮支座上,滚动轴承放在被动链轮的轴承孔上,油缸活塞杆伸出时可推动滚动轴承无损嵌入轴承孔中、形成带轴承链轮;(3)将带座半轴的固定式半轴放在滚动轴承的轴孔上,油缸活塞杆伸出时可推动固定式半轴无损装进轴孔中、形成带轴链轮;使用方便、装配高效,压力均匀、质量可靠;从而,解决了手动装配带轴链轮劳动强度大、装配效率低、装配质量不可靠的技术问题。
3、本发明的具体设计方案是:(1)所述的手控液压站,为小型上置式手动控制液压站,具有手动换向阀,可为液压油缸提供并控制液压油;(2)所述的液压油缸,为带防护罩式液压油缸,具有活塞杆,活塞杆行程大于带轴链轮高度;(3)所述的油缸支座,包括油缸座顶板、油缸座底板、油缸座支腿;设置的油缸座顶板,具有活塞杆孔、八个油缸安装孔;双油缸座支腿相间焊接在油缸座底板上、其间隔大于半轴座的直径,油缸座顶板焊接在双油缸座支腿上,形成油缸支座;(4)所述的链轮支座,包括链轮座盘、链轮定位销;设置的链轮座盘,其直径大于被动链轮齿顶圆直径,具有对称的双链轮定位销孔;双链轮定位销对称安装在链轮座盘上、其间距与被动链轮齿根圆直径相应,形成链轮支座;(5)所述的推压环,其外径小于滚动轴承外径,采用硬链聚氨酯弹性体材料;(6)所述的工装平台,为方桌式工装平台。
4、本发明主要零部件的连接关系是:油缸支座安置在工装平台上,链轮支座安装在油缸座底板上、与推压环同心,液压油缸倒装在油缸座顶板上、联通手控液压站,推压环对应链轮支座安装在油缸活塞杆上,形成带轴链轮装配工装,利用手动换向阀可控制油缸活塞杆伸缩,可提供1.5-2.0mpa液压力辅助快捷无损装配带轴链轮。
5、本发明还提供一种半自动装配工艺,即带轴链轮四件套的半自动装配工艺,使用本发明的带轴链轮四件套的液压式快捷装配工装;半自动装配工艺过程为:(1)将固定式半轴垂直焊接在半轴座中心,形成带座半轴;(2)将被动链轮安置在链轮支座上,滚动轴承放在被动链轮的轴承孔上,摇动手动换向阀的手柄至活塞腔进油使油缸活塞杆伸出,可推动滚动轴承无损嵌入轴承孔中、初步组装成带轴承链轮;(3)将带座半轴的固定式半轴放在滚动轴承的轴孔上,摇动手动换向阀的手柄至活塞腔进油使油缸活塞杆伸出,可推动固定式半轴无损装进轴孔中、组装成带轴链轮;(4)摇动手动换向阀的手柄至活塞腔回油使油缸活塞杆收缩,取出带轴链轮。
6、本发明提供的带轴链轮四件套的液压式快捷装配工装与半自动装配工艺,其突出的实质性特点和显著的进步是:通过增设带轴链轮装配工装、提供1.5-2.0mpa液压力,可推动滚动轴承无损快捷嵌入被动链轮的轴承孔中、初步组装成带轴链轮,可推动固定式半轴无损快捷装进滚动轴承的轴孔中、组装成带轴链轮;提高了带轴链轮装配自动化水平与生产效率,保证了带轴链轮装配质量的可靠性,满足了优质高效装配带轴链轮的需要,技术效果显著。
技术特征:
1.一种带轴链轮四件套的液压式快捷装配工装,包括手控液压站、液压油缸、油缸支座、链轮支座、推压环、工装平台;其特征在于:所述的手控液压站,为小型上置式手动控制液压站,具有手动换向阀,可为液压油缸提供并控制液压油;所述的液压油缸,为带防护罩式液压油缸,具有活塞杆,活塞杆行程大于带轴链轮高度;所述的油缸支座,包括油缸座顶板、油缸座底板、油缸座支腿;所述的链轮支座,包括链轮座盘、链轮定位销;所述的推压环,其外径小于滚动轴承外径,采用硬链聚氨酯弹性体材料;所述的工装平台,为方桌式工装平台;相互连接关系是:油缸支座安置在工装平台上,链轮支座安装在油缸座底板上、与推压环同心,液压油缸倒装在油缸座顶板上、联通手控液压站,推压环对应链轮支座安装在油缸活塞杆上,形成本液压式快捷装配工装,利用手动换向阀可控制油缸活塞杆伸缩,可提供1.5-2.0mpa液压力辅助快捷无损装配带轴链轮。
2.根据权利要求1所述的带轴链轮四件套的液压式快捷装配工装,其特征在于:所述的油缸支座,其设置的油缸座顶板,具有活塞杆孔、八个油缸安装孔;双油缸座支腿相间焊接在油缸座底板上、其间隔大于半轴座的直径,油缸座顶板焊接在双油缸座支腿上,形成油缸支座。
3.根据权利要求1所述的带轴链轮四件套的液压式快捷装配工装,其特征在于:所述的链轮支座,其设置的链轮座盘直径大于被动链轮齿顶圆直径,具有对称的双链轮定位销孔;双链轮定位销对称安装在链轮座盘上、其间距与被动链轮齿根圆直径相应,形成链轮支座。
4.一种半自动装配工艺,即带轴链轮四件套的半自动装配工艺,其特征在于:使用权利要求1所述的带轴链轮四件套的液压式快捷装配工装;所述的带轴链轮,为自动压滤机拉板卸饼机构链条传动装置的带轴链轮四件套,包括被动链轮、滚动轴承、固定式半轴、半轴座,并配用调节顶丝;半自动装配工艺过程为:
技术总结
本发明带轴链轮四件套的液压式快捷装配工装与半自动装配工艺,包括手控液压站、液压油缸、油缸支座、链轮支座、推压环、工装平台;油缸支座安置在工装平台上,链轮支座安装在油缸支座底板上、与推压环同心,液压油缸倒装在油缸支座顶板上、联通手控液压站,推压环对应链轮支座安装在油缸活塞杆上,形成该工装,利用手动换向阀可控制油缸活塞杆伸缩、以辅助装配带轴链轮。带轴链轮四件套的半自动装配工艺,使用该工装提供1.5‑2.0MPa液压力,可推动滚动轴承无损快捷嵌入被动链轮的轴承孔中、初步组装成带轴链轮,可推动固定式半轴无损快捷装进滚动轴承的轴孔中、组装成带轴链轮;解决了手动装配带轴链轮劳动强度大、装配效率低、装配质量不可靠的技术问题。
技术研发人员:苏召林,何亚东,张中平,张鹏,梁金龙
受保护的技术使用者:景津装备股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!