一种自动激光焊接及氦气检测工站的制作方法
本发明涉及焊接检测,具体为一种自动激光焊接及氦气检测工站。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一,而氦检是一种检验手段,对被检工件抽空后充入一定压强的氦气,被检工件外面是具有一定真空度要求的真空箱,真空箱与氦质谱检漏仪检漏口相接。
2、市场上的激光焊接和氦气检测工站是分开的,在生产时,工作人员将一种产品的上盖和下盖进行组装后,放入焊接工位进行焊接处理后,通过人工取出的方式,再将焊接好的产品放入氦检工位进行检测,合格后的产品集中处理,不合格的产品放入ng(不合格产品)箱,但是人工生产容易产生疲劳,会导致产品的组装过程有误差,产品一致性差,且产生的报废高,导致生产周期上下波动大,给生产带来不便。
3、现有的激光焊接和氦气检测工站上下料自动化程度较低,通过人工上下料的方式,存在不可避免的误差,导致产品的报废了高,造成生产周期的波动大,给生产工作带来不便。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种自动激光焊接及氦气检测工站,具备自动化程度高的优点,解决了现有的激光焊接和氦气检测工站上下料自动化程度较低的问题。
3、(二)技术方案
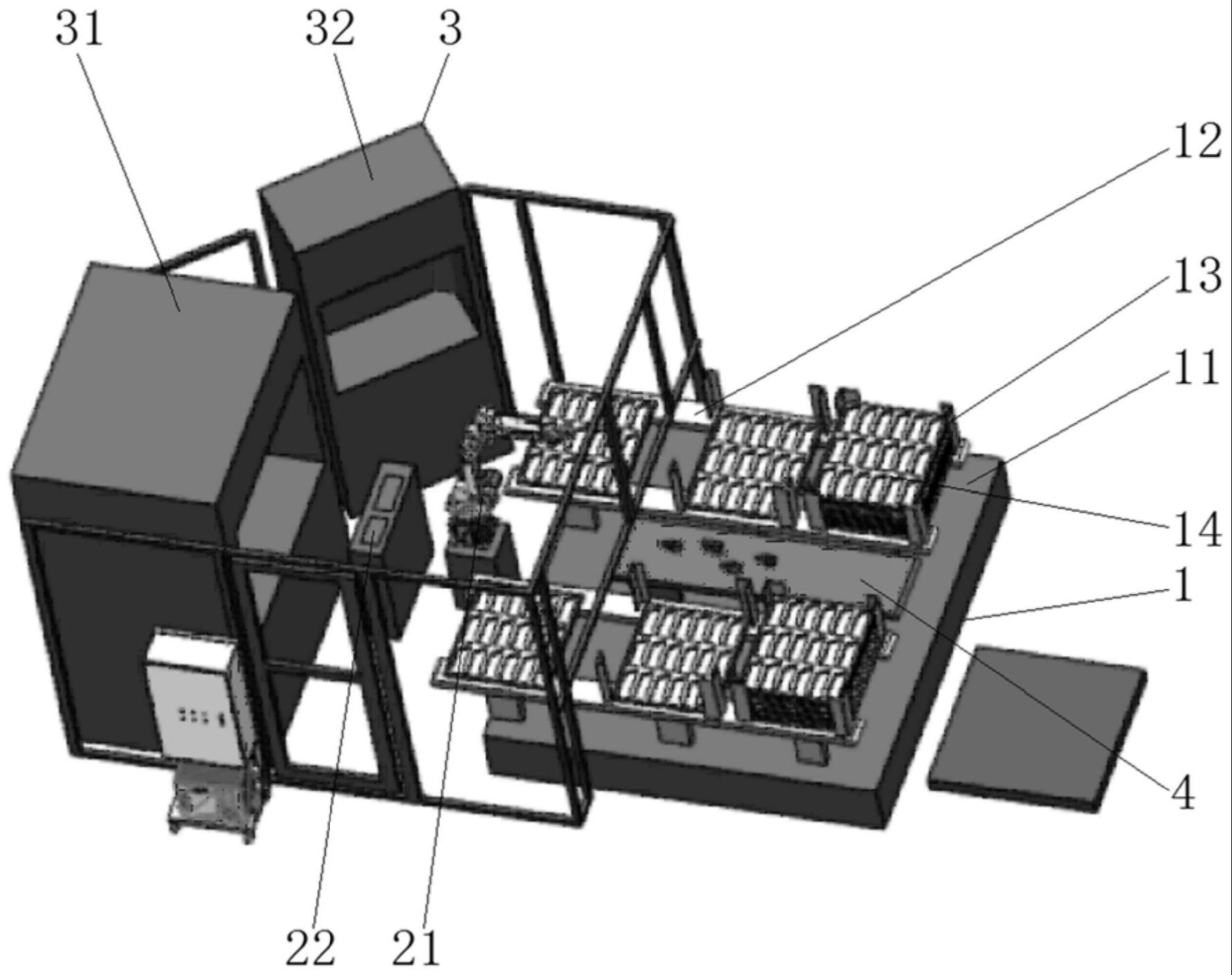
4、为实现上述目的,本发明提供如下技术方案:一种自动激光焊接及氦气检测工站,包括吸塑盘组件;所述吸塑盘组件一侧设置有定位组件,所述定位组件位于所述吸塑盘组件左侧中心处,所述定位组件一侧设置有加工组件;所述吸塑盘组件顶部设置有传送带。
5、优选的:所述吸塑盘组件包括:底座,其顶部对称设置有支撑板;限位块,设置于两个所述支撑板顶部,且四个所述限位块为一组,每个所述支撑板顶部设置有两组;吸塑盘,设置于两个所述支撑板顶部,且分别嵌入一组所述限位块内。
6、优选的:所述定位组件包括:机器人,设置于所述底座左侧;工作台,设置于所述机器人左侧;固定座,固定连接于所述工作台顶部,两个所述固定座为一组,所述工作台顶部设置有两组;气缸,设置于每个所述固定座顶部;定位板,对称设置于所述工作台顶部,每个所述气缸均朝向一个所述定位板;限位板,设置于所述工作台顶部,三个所述限位板为一组,所述工作台顶部设置有两组,每个所述限位板均贴紧一个所述定位板。
7、优选的:所述定位组件还包括:套体,设置于每个所述套体输出端。
8、优选的:所述加工组件包括:焊接工站,设置有所述工作台左侧;氦气检测工站,设置于所述焊接工站一侧。
9、优选的:所述焊接工站和所述氦气检测工站均朝向所述机器人。
10、优选的:所述传送带位于所述底座顶部中心位置。
11、(三)有益效果
12、与现有技术相比,本发明提供了一种自动激光焊接及氦气检测工站,具备以下有益效果:
13、本发明具备自动化程度高的优点,将摞满上盖和下盖的吸塑盘分别堆放在限位块内后,由吸盘组将吸塑盘移动至上料工位,机器人分别将上盖和下盖抓至定位板上后,再次由机器人抓取进行组合,再将组合好的产品依次进行焊接和氦检,合格的产品由机器人抓取至传送带上,不合格的产品由机器人抓放至实现准备好的ng箱内,做到了对产品进行自动上料、自动组合、自动焊接、自动氦检和自动传送,通过机器人的动作来模拟人工生产的过程,从而使生产更稳定,并且减少人工作业强度及频次,提高生产效率,解决了现有的激光焊接和氦气检测工站上下料自动化程度较低的问题。
技术特征:
1.一种自动激光焊接及氦气检测工站,其特征在于:包括吸塑盘组件(1);所述吸塑盘组件(1)一侧设置有定位组件(2),所述定位组件(2)位于所述吸塑盘组件(1)左侧中心处,所述定位组件(2)一侧设置有加工组件(3);所述吸塑盘组件(1)顶部设置有传送带(4)。
2.根据权利要求1所述的一种自动激光焊接及氦气检测工站,其特征在于:所述吸塑盘组件(1)包括:
3.根据权利要求2所述的一种自动激光焊接及氦气检测工站,其特征在于:所述定位组件(2)包括:
4.根据权利要求3所述的一种自动激光焊接及氦气检测工站,其特征在于:所述定位组件(2)还包括:
5.根据权利要求3所述的一种自动激光焊接及氦气检测工站,其特征在于:所述加工组件(3)包括:
6.根据权利要求5所述的一种自动激光焊接及氦气检测工站,其特征在于:所述焊接工站(31)和所述氦气检测工站(32)均朝向所述机器人(21)。
7.根据权利要求2所述的一种自动激光焊接及氦气检测工站,其特征在于:所述传送带(4)位于所述底座(11)顶部中心位置。
技术总结
本发明涉及焊接检测技术领域,且公开了一种自动激光焊接及氦气检测工站,包括吸塑盘组件;所述吸塑盘组件一侧设置有定位组件,所述定位组件位于所述吸塑盘组件左侧中心处,所述定位组件一侧设置有加工组件;所述吸塑盘组件顶部设置有传送带;机器人分别将上盖和下盖抓至定位板上后,再次由机器人抓取进行组合,再将组合好的产品依次进行焊接和氦检,合格的产品由机器人抓取至传送带上,不合格的产品由机器人抓放至实现准备好的NG箱内,做到了对产品进行自动上料、自动组合、自动焊接、自动氦检和自动传送,通过机器人的动作来模拟人工生产的过程,从而使生产更稳定,并且减少人工作业强度及频次,提高生产效率。
技术研发人员:杨旭,王强
受保护的技术使用者:震宇(天津)精密塑胶有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!