一种车载尾气排放处理器的连续性波峰焊工艺的制作方法
本发明涉及波峰焊领域,更具体地说,涉及一种车载尾气排放处理器的连续性波峰焊工艺。
背景技术:
1、波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊;
2、但在对车载尾气排放处理器的线路板进行处理时,由于其需要连接较多的外设,线路板上分布的元器件较多,且较为分散,因此在波峰焊的过程中,涌动的铅锡合金可能会误触在线路板上,产生误焊现象。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本发明的目的在于提供一种车载尾气排放处理器的连续性波峰焊工艺,它可以实现,减少波峰焊过程中线路板非焊接区域发生的误焊现象。
3、2.技术方案
4、为解决上述问题,本发明采用如下的技术方案。
5、一种车载尾气排放处理器的连续性波峰焊工艺,包括有以下步骤:
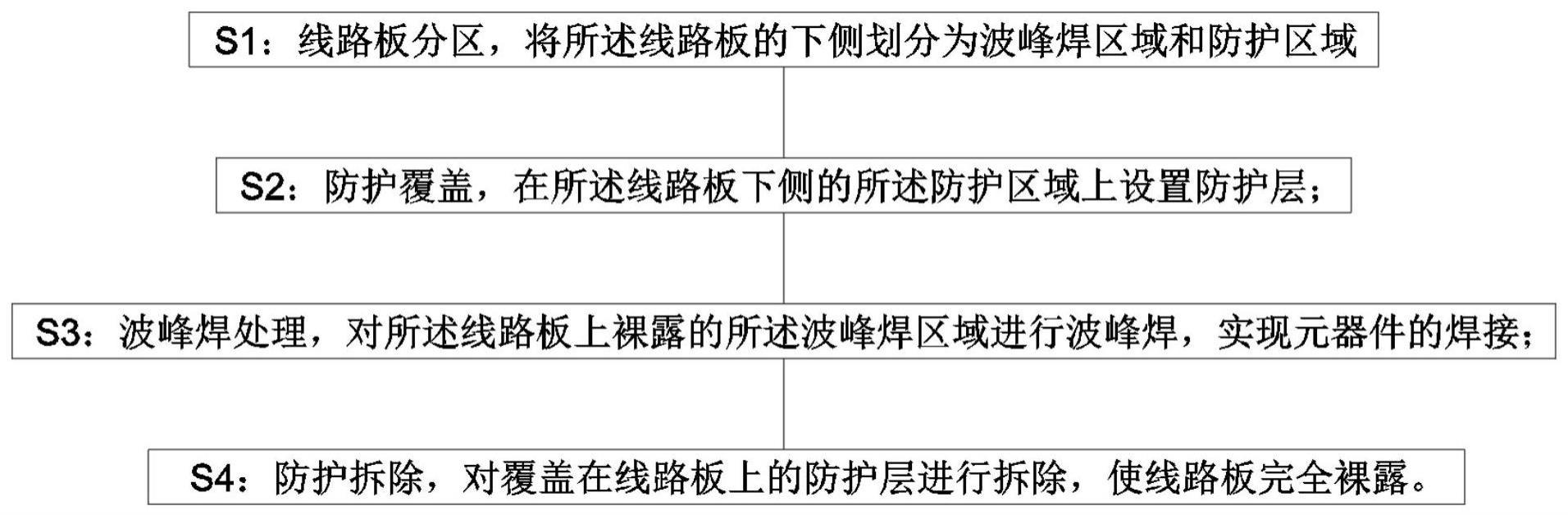
6、s1:线路板分区,将所述线路板的下侧划分为波峰焊区域和防护区域;
7、s2:防护覆盖,在所述线路板下侧的所述防护区域上设置防护层;
8、s3:波峰焊处理,对所述线路板上裸露的所述波峰焊区域进行波峰焊,实现元器件的焊接;
9、s4:防护拆除,对覆盖在线路板上的防护层进行拆除,使线路板完全裸露。
10、进一步的,所述s1包括有以下步骤:
11、s101.目标区域制定,根据所述车载尾气排放处理器线路板线路板的线路图对所述线路板的焊接位置进行制定;
12、s102.分割线制作,在所述线路板下侧设置围绕在所述焊接位置外侧边缘位置的分割线;
13、s103.区域划分,通过所述分割线将所述线路板的下侧区分为波峰焊区域和防护区域。
14、进一步的,所述分割线为涂画在线路板下侧的加热消失墨水。
15、进一步的,所述s2包括有以下步骤:
16、s201.波峰焊区域防护,在所述波峰焊区域上设置将所述波峰焊区域完全覆盖的遮挡件;
17、s202.粘接层设置,在所述线路板的所述防护区域上设置胶料;
18、s203.防护层喷涂,在所述线路板粘接层上喷涂防护料,形成防护层;
19、s204.波峰焊区域暴露,将装配在所述线路板波峰焊区域上的所述遮挡件拆下,使所述波峰焊区域完全裸露。
20、进一步的,所述波峰焊区域防护包括有以下步骤:
21、s20101.遮挡件预制,根据所述波峰焊区域的形状制造外形和所述波峰焊区域形状相同的遮挡件;
22、s20102.线路板开孔,在所述线路板波峰焊区域上开设和所述遮挡件相适配的通孔;
23、s20103.遮挡件安装,将所述遮挡件放置在所述线路板波峰焊区域上,并通过所述螺钉将所述遮挡件和所述线路板连接。
24、进一步的,所述防护料为直径小于0.1mm的颗粒状材料,所述防护层的喷涂厚度为1.2mm~2mm。
25、进一步的,所述防护层喷涂包括有以下步骤:
26、s20301.基层喷涂,在所述防护区域喷涂0.8±0.1mm厚的基料,形成基层。
27、s20302.吸液层喷涂,在所述基层上喷涂0.5±0.1mm厚吸液颗粒,形成吸液层;
28、s20303.隔绝层喷涂,在所述吸液层上喷涂0.3±0.1mm厚的隔绝料,形成隔绝层。
29、进一步的,所述s4包括有以下步骤:
30、s401.防护层剥离,对防护层进行加热减少防护层和粘接层之间的粘接力,并对防护层进行拆除;
31、s402.粘接层剥离对粘接层进行加热减少粘接层和线路板之间的粘接力,并对粘接层进行拆除;
32、s403.残余胶料清理,通过酒精对残余在线路板上的残余胶料进行清理。
33、3.有益效果
34、相比于现有技术,本发明的优点在于:
35、(1)本方案通过在波峰焊前在线路板的非焊接区域设置防护层,能够在对线路板进行波峰焊的过程中对线路板的非焊接区域进行保护,减少焊接过程中所述线路板非焊接区域发生的误焊现象。
技术特征:
1.一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:包括有以下步骤:
2.根据权利要求1所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述s1包括有以下步骤:
3.根据权利要求2所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述分割线为涂画在线路板下侧的加热消失墨水。
4.根据权利要求1所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述s2包括有以下步骤:
5.根据权利要求4所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述波峰焊区域防护包括有以下步骤:
6.根据权利要求4所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述防护料为直径小于0.1mm的颗粒状材料,所述防护层的喷涂厚度为1.2mm~2mm。
7.根据权利要求4所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述防护层喷涂包括有以下步骤:
8.根据权利要求1所述的一种车载尾气排放处理器的连续性波峰焊工艺,其特征在于:所述s4包括有以下步骤:
技术总结
本发明公开了一种车载尾气排放处理器的连续性波峰焊工艺,属于波峰焊领域,一种车载尾气排放处理器的连续性波峰焊工艺,包括有以下步骤:S1:线路板分区,将线路板的下侧划分为波峰焊区域和防护区域;S2:防护覆盖,在线路板下侧的防护区域上设置防护层;S3:波峰焊处理,对线路板上裸露的波峰焊区域进行波峰焊,实现元器件的焊接;S4:防护拆除,对覆盖在线路板上的防护层进行拆除,使线路板完全裸露,S1包括有以下步骤:S101.目标区域制定,根据车载尾气排放处理器线路板线路板的线路图对线路板的焊接位置进行制定;它可以实现,减少波峰焊过程中线路板非焊接区域发生的误焊现象。
技术研发人员:刘海涛
受保护的技术使用者:无锡索米科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!