一种气胀成形的密封工装及其密封方法与流程
本发明涉及管材内高压成型,具体涉及一种气胀成形的密封工装及其密封方法。
背景技术:
1、气胀成形是在加热状态下以气体作为传力介质,在内部加压和推头轴向补料的共同作用下,使管坯能够贴合模具的型腔表面,因此,在成型过程中,管坯与推头之间的密封性尤为重要,一旦密封失效则导致管坯无法与型腔充分贴合,致使产品不合格。
2、现有技术中的气胀成型通常采用在推头上设置密封圈进行密封,由于气胀成型的管坯通常是在加热后进行内压成型,而软质的橡胶密封圈在高温下存在变形和密封失效的风险,现有的橡胶密封圈虽能承受200摄氏度的高温,但仍无法满足大部分的管坯成型温度,现有的另一种气胀成型密封方法,其采用刚性密封,虽能解决密封圈高温下变形的问题,但管坯在加热以及内压成型过程中,管坯的长度和口径都存在伸长或缩短的变化,而刚性密封缺少对上述管坯尺寸变化的补偿性,仍存在密封失效,或是密封性能较差的问题,尤其是在加热状态下,管坯的两端在高温作用下向两侧伸长,是刚性密封失效的主要原因之一。
3、另外的,现有技术中的气胀成型推头通常采用插接头的方式,推头直接插接在管坯的两端开口内,以实现初步密封,一般采用的刚性密封的插接头主要存在以下几个问题:
4、1.由于管坯在成型过程中存在热胀冷缩,在给管坯加热时,管坯容易伸长,管坯的内壁与推头的外壁容易出现间隙,造成密封失效;
5、2.管坯加热后,材料变软,材料容易卡在推头里面,形成密封处飞边,密封处不能形成有效支撑,使密封失效;
6、3.当气胀成形时,随着管坯内部气压的上升,管坯在型腔内成型,导致管坯材料向内收拢而变短,若左右推头补料不能跟上,会造成推头与管端之间形成间隙,使密封失效。
7、本发明是一种气胀成形的密封方法,主要是为了克服以上气胀成形的密封缺点,提供一种安全可靠能自动适应管坯长短变化的气胀成形密封工装及其方法。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种气胀成形的密封工装及其密封方法。
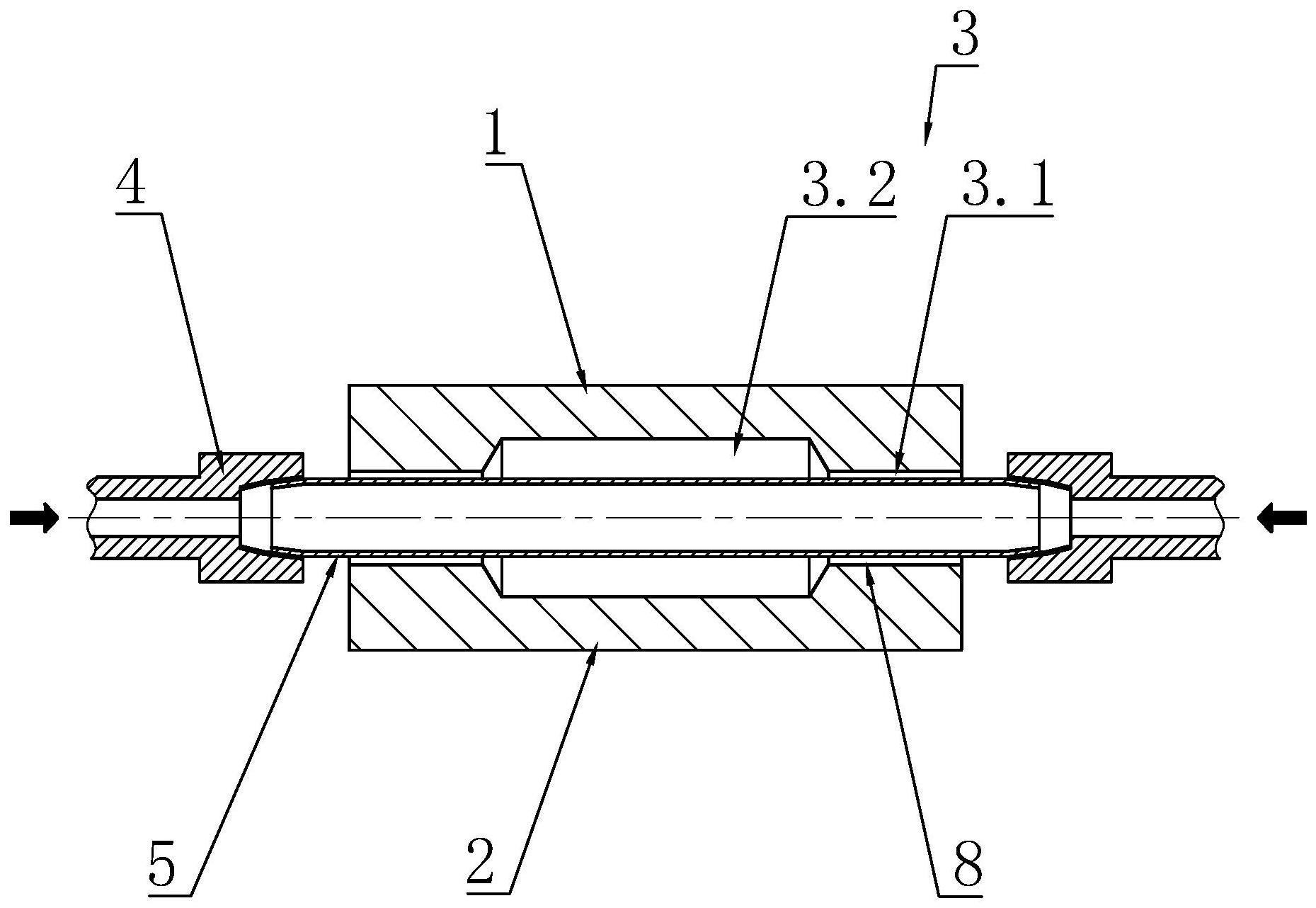
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种气胀成形的密封工装,包括用于构成型腔的上模和下模,以及设置在型腔两端的推头,所述型腔内用于供管坯容置,所述推头内设有连通管坯的进气通道和密封腔,所述密封腔一端开口并与管坯端部贴合,且所述密封腔关于管体伸长方向依次设有密封段和密封延伸段,所述密封段与密封延伸段均呈锥面设置,且所述密封延伸段的最大端衔接密封段的最小端。
3、进一步,所述密封段内设有多级环形槽,所述多级环形槽的截面积关于管坯伸长方向减少。
4、进一步,所述密封腔还包括导正段,所述导正段位于密封腔的开口端,并与密封段共面。
5、进一步,所述密封段呈60度夹角。
6、进一步,所述密封腔内还设有止挡段,所述止挡段位于所述密封延伸段的最小端,且所述止挡段阻隔进气通道和管坯端部。
7、一种气胀成形的密封方法,包括以下步骤:
8、s1、将管坯放入下模和上模之间,所述上模和下模内具有用于供管坯成型的下型腔,将权利要求1至5任一项所述的推头套入在所述管坯的两端,管坯的两端通过导正段校正管端中心度;
9、s2、管坯两端推头相对行进,管坯的两端至少部分的进入推头的密封段;
10、s3、管坯加热阶段:管坯在加热后伸长,且管坯的两端在加热作用下与密封段进一步配合,此时两推头保持固定,管坯的两端与密封段上的多级环形槽进一步配合,且所述管坯的两端在密封段上形成与多级环形槽相配的多级密封部;
11、s4、管坯加压阶段:通过推头内的进气通道对管坯内加压,管坯在内气压作用下紧贴型腔表面并排出型腔内空气;
12、s5、管坯补料:管坯在内气压作用下缩短,两端推头继续相对行进,管坯的两端与密封段或密封延伸段保持贴合。
13、进一步,在步骤s3中,管坯的两端在加热作用下进一步伸长并进入密封延伸段。
14、进一步,在步骤s5中,若推头补料距离小于管坯缩短距离,管坯的两端沿缩短方向远离密封腔,且管坯的两端与密封腔的外壁之间形成补偿间隙,管坯的两端在内气压和管料回弹作用下径向补偿并与密封段或密封延伸段保持贴合。
15、进一步,还包括步骤s6、型腔泄压:解除进气通道的气压输出,所述管坯的两端回缩,且所述管坯两端的多级密封部逐步远离密封段,并与密封段之间形成泄压间隙。
16、进一步,所述多级环形槽硬度高于管坯材料。
17、与现有技术相比,本发明具有以下优点和有益效果:
18、1、通过在管坯的两端设置端部开口的推头,使得密封腔得以罩设在管坯的端部,从而在管坯的两端受热伸长、受高压径向扩张过程中对形变部分提供支撑和限位,且密封腔内各个段的截面均为锥面,以便形成良好的自锁,保证管坯在气胀成型时的密封性,密封腔由导正段、密封段和密封延伸段构成,其中,密封延伸段相对于密封段具有更大的斜度,以进一步保证管坯两端的密封性。
19、2、在管坯放置过程中,导正段得以包覆管坯端部,并对管坯的两端起到校正作用,保证其与型腔的轴线对中,提高中心度,并且管坯端部与密封段形成初步密封;
20、3、加热过程中,管坯在高温作用下伸长,使得管坯的两端与密封段充分配合,管坯伸长后在密封段处形成新的密封区域,进而保持密封性,同时,密封延伸段的设置得以延长密封段,防止管坯过长损坏进气,从而保证对伸长后的管坯密封的可靠性;
21、4、内高压成型过程中,管坯在高压作用下缩短,此时管坯的两端在内压和材料回弹作用下径向补偿至密封腔的内壁,形成良好的自锁;
22、5、在成型完成后解除内压,管坯的两端在失去内压作用后远离密封段,从而形成卸压间隙,使得模具型腔逐步卸压,从而形成稳定的自卸压效果;
23、6、同一规格的推头可以适用于不同管径管坯的密封,具有良好的通用性。
技术特征:
1.一种气胀成形的密封工装,包括用于构成型腔(3)的上模(1)和下模(2),以及设置在型腔(3)两端的推头(4),所述型腔(3)内用于供管坯(5)容置,其特征在于,所述推头(4)内设有连通管坯(5)的进气通道和密封腔,所述密封腔一端开口并与管坯(5)端部贴合,且所述密封腔关于管体伸长方向依次设有密封段(4.1)和密封延伸段(4.2),所述密封段(4.1)与密封延伸段(4.2)均呈锥面设置,且所述密封延伸段(4.2)的最大端衔接密封段(4.1)的最小端。
2.根据权利要求1所述的一种气胀成形的密封工装,其特征在于:所述密封段(4.1)内设有多级环形槽(4.4),所述多级环形槽(4.4)的截面积关于管坯(5)伸长方向减少。
3.根据权利要求1所述的一种气胀成形的密封工装,其特征在于:所述密封腔还包括导正段(4.3),所述导正段(4.3)位于密封腔的开口端,并与密封段(4.1)共面。
4.根据权利要求1所述的一种气胀成形的密封工装,其特征在于:所述密封段(4.1)呈60度夹角。
5.根据权利要求1所述的一种气胀成形的密封工装,其特征在于:所述密封腔内还设有止挡段(4.5),所述止挡段(4.5)位于所述密封延伸段(4.2)的最小端,且所述止挡段(4.5)阻隔进气通道和管坯(5)端部。
6.一种气胀成形的密封方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的一种气胀成形的密封方法,其特征在于:在步骤s3中,管坯(5)的两端在加热作用下进一步伸长并进入密封延伸段(4.2)。
8.根据权利要求6或7任一项所述的一种气胀成形的密封方法,其特征在于:在步骤s5中,若推头(4)补料距离小于管坯(5)缩短距离,管坯(5)的两端沿缩短方向远离密封腔,且管坯(5)的两端与密封腔的外壁之间形成补偿间隙(6),管坯(5)的两端在内气压和管料回弹作用下径向补偿并与密封段(4.1)或密封延伸段(4.2)保持贴合。
9.根据权利要求6所述的一种气胀成形的密封方法,其特征在于:还包括步骤s6、型腔(3)泄压:解除进气通道的气压输出,所述管坯(5)的两端回缩,且所述管坯(5)两端的多级密封部逐步远离密封段(4.1),并与密封段(4.1)之间形成泄压间隙。
10.根据权利要求6所述的一种气胀成形的密封方法,其特征在于:所述多级环形槽(4.4)硬度高于管坯(5)材料。
技术总结
本发明公开了一种气胀成形的密封工装及其密封方法,包括用于构成型腔的上模和下模,以及设置在型腔两端的推头,所述型腔内用于供管坯容置,所述推头内设有连通管坯的进气通道和密封腔,所述密封腔一端开口并与管坯端部贴合,且所述密封腔关于管体伸长方向依次设有密封段和密封延伸段,所述密封段与密封延伸段均呈锥面设置,且所述密封延伸段的最大端衔接密封段的最小端,管坯在高温作用下伸长,使得管坯的两端与密封段充分配合,管坯伸长后在密封段处形成新的密封区域,进而保持密封性,同时,密封延伸段的设置得以延长密封段,防止管坯过长损坏进气,从而保证对伸长后的管坯密封的可靠性。
技术研发人员:李百炼,姚力文,李博勋
受保护的技术使用者:宁波帕沃尔精密液压机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!