冲压拉延成形工艺及汽车悬架支撑板冲压工艺的制作方法
本发明涉及冲压,更具体地,涉及一种冲压拉延成形工艺及汽车悬架支撑板冲压工艺。
背景技术:
1、汽车白车身主要由冲压件拼焊连接构成,冲压件结构形状各不相同,主要为空间立体结构,且部分零件形状较为复杂。冲压件主要通过拉延/成形、修边冲孔、翻边整形等工序内容冲压实现。
2、对于拉延成形的冲压件,其工艺主要包括凸模、压边圈、凹模三大部分,凸模型面基于与产品形状一致,冲压成形时,压边圈与凹模配合将坯料周圈压紧,随压机逐渐下降,通过凸模胀形实现。
3、现有拉延模成形工艺方案中,凸模内置位于压边圈内部,以凸模侧壁面与压边圈面的交线为分模线;对于零件深度较浅、上下圆角半径较大(即宽高比较大)的零件,通过一次拉延即可实现。但当零件较深,特征较为尖,圆角半径较小时,一次拉延会直接开裂,无法实现;此外,当压料面有形状特征时,成形过程中会阻碍板料流入,周圈压料区域较大,不利于零件拉延成形实现。
4、因此,如何提供一种解决冲压零件较深、特征较尖、上下圆角半径较小时,一次直接拉延成形开裂的问题的方法成为本领域亟需解决的技术难题。
技术实现思路
1、本发明的目的是提供一种能够解决冲压零件较深、特征较尖、上下圆角半径较小时,一次直接拉延成形开裂的问题的方法。
2、根据本发明的第一方面,提供了一种冲压拉延成形工艺,该方法包括:
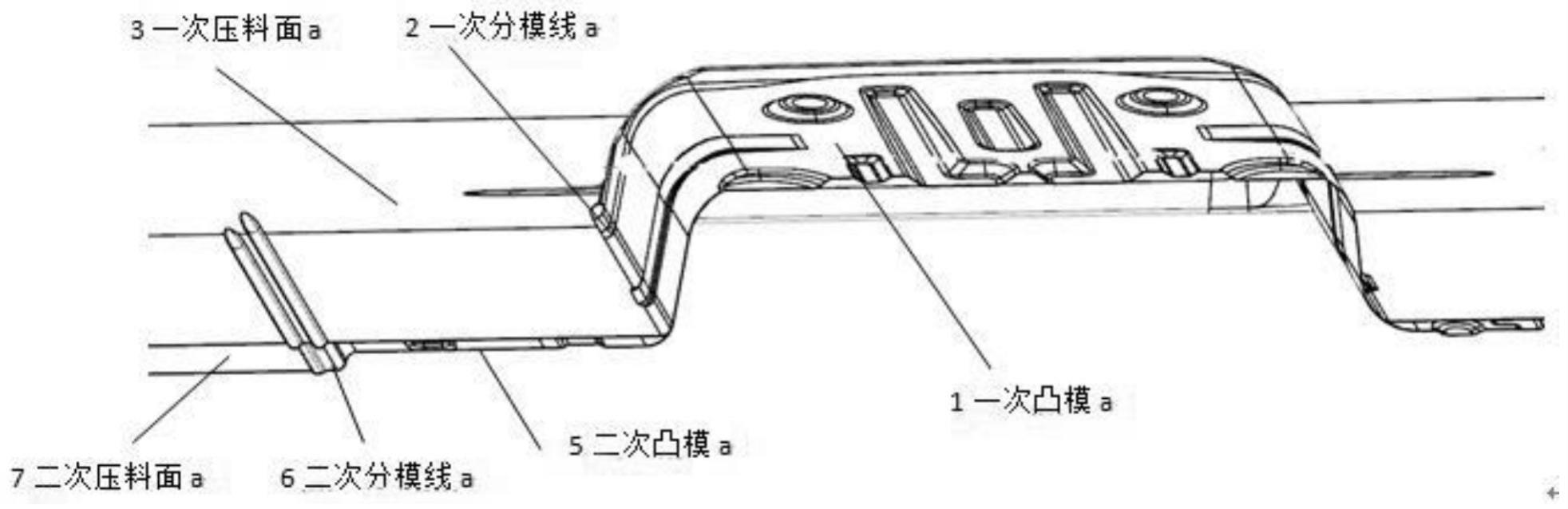
3、步骤1、进行第一次拉延成形,一次凸模的高度为所述第一凸包结构的高度的一部分,一次分模线为凸包侧壁与压边圈一次压料面交线,一次分模线外侧为一次压料面,一次拉延筋位于整体结构的外圈;
4、步骤2、进行第二次拉延成形,二次凸模型面为所述零件的整体结构,二次分模线位于整体结构的外圈,所述二次分模线外侧为压边圈二次压料面,二次拉延筋与所述一次拉延筋位置相同。
5、可选地,当所述第一凸包结构上圆角半径小于预设值,所述第一凸包结构呈现尖状结构时,所述步骤1还包括:
6、将第一凸包结构进行变形处理,将所述第一凸包结构的侧壁面上移,形成新的凸包面,然后再顶部交接位置倒大圆角,形成所述一次凸模。
7、可选地,所述二次分模线内侧的板料可对所述二次凸模的成形提供一定的料流补充。
8、根据本发明的第二方面,提供了一种汽车悬架支撑板冲压工艺,包括
9、步骤1、进行第一次拉延成形,基面平面为一次压料面,以所述第二凸包结构与所述基面交线外扩预设距离作为储料及后续二次反向拉延变形的过渡区,外扩后的线为一次分模线,所述一次分模线的外部为一次压料面;
10、步骤2、进行第二次压延成形,以所述第三凸包结构与所述基面的交线为二次分模线,以所述第三凸包结构为二次凸模,所述二次分模线外侧为二次压料面,进行反向拉延成形;
11、步骤3、调整冲压方向,使轴线断面弧形侧壁面与冲压方向形成夹角,进行所述弧形侧壁面上半部分的翻边;其中,所述一次分模线内部为与所述第二凸包结构反向切型面较所述第二凸包结构平缓、倒角大于所述第二凸包结构的第三凸包机构。
12、可选地,还包括:步骤21、拉延完成后讲周边废料切除。
13、可选地,还包括:步骤4、对所述弧形侧壁面底部进行整形,再次调整冲压方向,使轴线断面弧形侧壁面与冲压方向形成第二夹角,进行弧形侧壁面下半部分的整形,整形后即为零件弧形侧壁面结构。
14、可选地,所述预设距离为15-20mm。
15、可选地,所述第一夹角为3度,所述第二夹角为13度。
16、根据本发明公开的技术内容,具有如下有益效果:通过采用拉延工艺方案,即先拉延出凸包结构的一部分,二次拉延再整体拉延出来,能够有效解决较大较深凸包拉延开裂、较小较深凸包开裂、形状较尖凸包拉延开裂的问题。针对汽车后悬架支撑板与基面成锐角的收口弧形侧壁面起皱问题,采用先拉延出部分圆角面、第二夹角翻边出一半侧壁面、最后整形出剩余部分的工艺方案有效解决起皱问题。
17、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
技术特征:
1.一种冲压拉延成形工艺,用于冲压零件,所述零件的中部具有尺寸和预设深度的第一凸包结构,所述零件的第一凸包结构的外周具有平面部分,其特征在于,包括:
2.根据权利要求1所述的冲压拉延成形工艺,其特征在于,
3.根据权利要求1所述的冲压拉延成形工艺,其特征在于,
4.一种汽车悬架支撑板冲压工艺,用于冲压汽车后悬架支撑板(19),所述后悬架支撑板的中部具有底面面积较小的第二凸包结构,所述第二凸包结构的圆角较小,所述后悬架支撑板的侧壁为夹角为锐角的收口弧形侧壁面,其特征在于,包括:
5.根据权利要求4所述的汽车悬架支撑板冲压工艺,其特征在于,还包括:
6.根据权利要求4所述的汽车悬架支撑板冲压工艺,其特征在于,还包括:
7.根据权利要求4所述的汽车悬架支撑板冲压工艺,其特征在于,
8.根据权利要求6所述的汽车悬架支撑板冲压工艺,其特征在于,
技术总结
本发明公开了冲压拉延成形工艺及汽车悬架支撑板冲压工艺,涉及冲压技术领域,该冲压拉延成形工艺包括:进行第一次拉延成形,一次凸模的高度为所述第一凸包结构的高度的一部分,一次分模线为凸包侧壁与压边圈一次压料面交线,一次分模线外侧为一次压料面,一次拉延筋位于整体结构的外圈;进行第二次拉延成形,二次凸模型面为所述零件的整体结构,二次分模线位于整体结构的外圈,所述二次分模线外侧为压边圈二次压料面,二次拉延筋与所述一次拉延筋位置相同。通过采用拉延工艺方案,即先拉延出凸包结构的一部分,二次拉延再整体拉延出来,能够有效解决较大较深凸包拉延开裂、较小较深凸包开裂、形状较尖凸包拉延开裂的问题。
技术研发人员:崔礼春,刘峰,陈世涛,丁文军,阮林凡,王海玲
受保护的技术使用者:安徽江淮汽车集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!