拼卷式型钢入料装置的制作方法
本发明涉及自动化型钢生产线中焊接型钢板料入料,具体涉及到一种能够节约成本减小空间使用的拼卷式型钢入料装置。
背景技术:
1、在当今的自动化型钢生产线技术领域中,已经诞生了很多种能够实现连续型钢生产的高速生产线,但是由于在很多场合和工况下,由于连续型钢生产的高速生产线其造价高且占用土地的使用面积偏大,所以会出现不适用的尴尬情形,例如有些车间的可使用空间面积太小以至于无法装配整条生产线,又或一些厂家需要小批量多型号的型钢生产的需要,那么现有的连续型钢的高速生产线就有些不适用,那么为了开发更多的市场,本领域的技术人员开发一种能够适用于小批量多型号生产的且造价低廉、占用空间小的拼卷式型钢入料装置来配入型钢生产线成为了一种必然的趋势。
技术实现思路
1、本实施方式提供了一种在实际生产中能够适用于小批量多型号生产的且造价低廉、占用空间小的拼卷式型钢入料装置,将拼卷式型钢入料装置配入型钢生产线中可以实现小批量多型号的型钢生产。
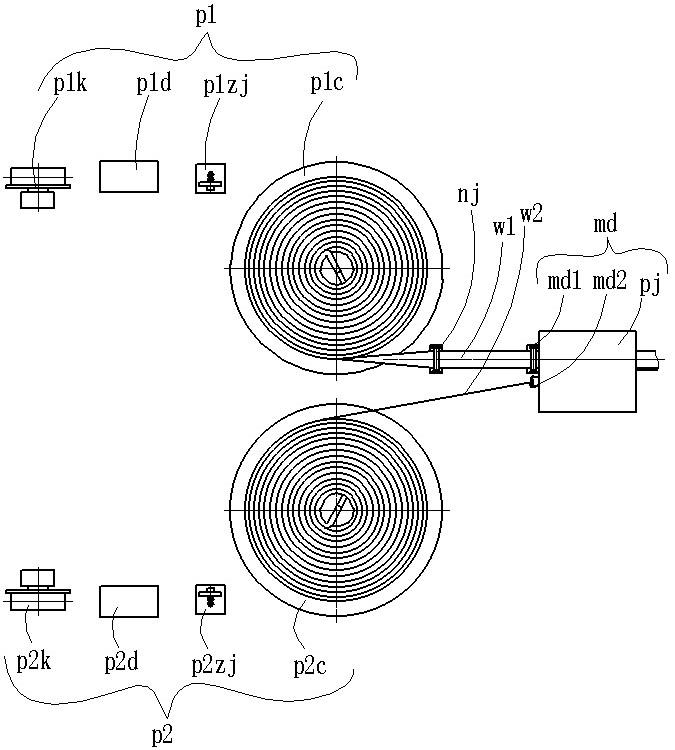
2、具体的,一方面,拼卷式型钢入料装置,用于生产的型钢,设有第一拼卷机p1和第二拼卷机p2,所述第一拼卷机p1还设有第一板料开卷机p1k和第一剪切对焊机p1d和第一储卷机p1c,所述第一储卷机p1c还设有第一卷心p1cj和第一卷盘p1cp和第一夹带部p1cz,所述第一夹带部p1cz设于第一卷心p1cj上,所述第一卷心p1cj设于第一卷盘p1cp上,所述第一板料开卷机p1k能够展开钢卷并输出第一钢带w1通过第一剪切对焊机p1d续接后通过第一储卷机p1c缠绕储存多组断续钢卷成为一组连续钢卷。
3、根据本发明实施例的具体实施方式的一个方面,所述第二拼卷机p2还设有第二板料开卷机p2k和第二剪切对焊机p2d和第二储卷机p2c,所述第二储卷机p2c还设有第二卷心p2cj和第二卷盘p2cp和第二夹带部p2cz,所述第二夹带部p2cz设于第二卷心p2cj上,所述第二卷心p2cj设于第二卷盘p2cp上,所述第二板料开卷机p2k能够展开钢卷并输出第二钢带w2通过第二剪切对焊机p2d续接后通过第二储卷机p2c缠绕储存多组断续钢卷成为一组连续钢卷。
4、根据本发明实施例的具体实施方式的一个方面,所述第一储卷机p1c还设有第一转动机p1cu,所述第一卷盘p1cp和第一卷心p1cj设于第一转动机p1cu上,所述第一转动机p1cu能够带动第一卷盘p1cp和第一卷心p1cj实现以第一卷心p1cj的回转中心线为轴心的转动动作。
5、根据本发明实施例的具体实施方式的一个方面,所述第二储卷机p2c还设有第二转动机p2cu,所述第二卷盘p2cp和第二卷心p2cj设于第二转动机p2cu上,所述第二转动机p2cu能够带动第二卷盘p2cp和第二卷心p2cj实现以第二卷心p2cj的回转中心线为轴心的转动动作。
6、根据本发明实施例的具体实施方式的一个方面,还设有码带部md,所述码带部md上还设有第一入口机md1和第二入口机md2和拼接装置pj,所述第一转动机p1cu能够转动展开第一储卷机p1c上的第一钢带w1并将其输入到第一入口机md1中,所述第二转动机p2cu能够转动展开第二储卷机p2c上的第二钢带w2并将其输入到第二入口机md2中,所述拼接装置pj设于第一入口机md1和第二入口机md2的后端且能够将进入第一入口机md1的第一钢带w1和第二入口机md2的第二钢带w2拼接为型钢。
技术特征:
1.拼卷式型钢入料装置,用于生产的型钢,其特征在于设有第一拼卷机(p1)和第二拼卷机(p2),所述第一拼卷机(p1)还设有第一板料开卷机(p1k)和第一剪切对焊机(p1d)和第一储卷机(p1c),所述第一储卷机(p1c)还设有第一卷心(p1cj)和第一卷盘(p1cp)和第一夹带部(p1cz),所述第一夹带部(p1cz)设于第一卷心(p1cj)上,所述第一卷心(p1cj)设于第一卷盘(p1cp)上,所述第一板料开卷机(p1k)能够展开钢卷并输出第一钢带(w1)通过第一剪切对焊机(p1d)续接后通过第一储卷机(p1c)缠绕储存多组断续钢卷成为一组连续钢卷。
2.根据权利要求1所述的拼卷式型钢入料装置,其特征在于所述第二拼卷机(p2)还设有第二板料开卷机(p2k)和第二剪切对焊机(p2d)和第二储卷机(p2c),所述第二储卷机(p2c)还设有第二卷心(p2cj)和第二卷盘(p2cp)和第二夹带部(p2cz),所述第二夹带部(p2cz)设于第二卷心(p2cj)上,所述第二卷心(p2cj)设于第二卷盘(p2cp)上,所述第二板料开卷机(p2k)能够展开钢卷并输出第二钢带(w2)通过第二剪切对焊机(p2d)续接后通过第二储卷机(p2c)缠绕储存多组断续钢卷成为一组连续钢卷。
3.根据权利要求2所述的拼卷式型钢入料装置,其特征在于所述第一储卷机(p1c)还设有第一转动机(p1cu),所述第一卷盘(p1cp)和第一卷心(p1cj)设于第一转动机(p1cu)上,所述第一转动机(p1cu)能够带动第一卷盘(p1cp)和第一卷心(p1cj)实现以第一卷心(p1cj)的回转中心线为轴心的转动动作。
4.根据权利要求3所述的拼卷式型钢入料装置,其特征在于所述第二储卷机(p2c)还设有第二转动机(p2cu),所述第二卷盘(p2cp)和第二卷心(p2cj)设于第二转动机(p2cu)上,所述第二转动机(p2cu)能够带动第二卷盘(p2cp)和第二卷心(p2cj)实现以第二卷心(p2cj)的回转中心线为轴心的转动动作。
5.根据权利要求4所述的拼卷式型钢入料装置,其特征在于还设有码带部(md),所述码带部(md)上还设有第一入口机(md1)和第二入口机(md2)和拼接装置(pj),所述第一转动机(p1cu)能够转动展开第一储卷机(p1c)上的第一钢带(w1)并将其输入到第一入口机(md1)中,所述第二转动机(p2cu)能够转动展开第二储卷机(p2c)上的第二钢带(w2)并将其输入到第二入口机(md2)中,所述拼接装置(pj)设于第一入口机(md1)和第二入口机(md2)的后端且能够将进入第一入口机(md1)的第一钢带(w1)和第二入口机(md2)的第二钢带(w2)拼接为型钢。
技术总结
拼卷式型钢入料装置,用于生产型钢,设有第一拼卷机和第二拼卷机,所述第一拼卷机还设有第一板料开卷机和第一剪切对焊机和第一储卷机,所述第一储卷机还设有第一卷心和第一卷盘和第一夹带部,所述第一夹带部设于第一卷心上,所述第一卷心设于第一卷盘上,所述第一板料开卷机能够展开钢卷并输出钢带通过第一剪切对焊机续接后通过第一储卷机缠绕储存多组断续钢卷成为一组连续钢卷,本实施方式提供了一种在实际生产中能够适用于小批量多型号生产的且造价低廉、占用空间小的拼卷式型钢入料装置,将拼卷式型钢入料装置配入型钢生产线中可以实现小批量多型号的型钢生产。
技术研发人员:高国武
受保护的技术使用者:大连富地重工机械制造有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!