一种异形喇叭模及电缆金属套的焊接生产线及焊接方法与流程
本发明涉及电缆加工制造,特别是涉及一种异形喇叭模及电缆金属套的焊接生产线及焊接方法。
背景技术:
1、电缆金属套是电缆的重要组成结构,一般采用铝、铅和铜三种金属材料,能够起到电场屏蔽、机械保护、承载短路电流和防水防潮等作用。其中铝作为金属护套在电缆中应用最为普遍,主要是铝易加工、导电性能好、重量轻以及材料成本低等优点,生产铝套一般采用挤制成型工艺和焊接成型工艺两种。挤制成型工艺是采用铝锭或铝杆通过压铝机或挤铝机设备生产,通过高温将铝材在半熔融状态下经设备连续挤压成型包覆在电缆绝缘线芯外。挤压温度高达460℃以上,此工艺生产的铝套为无缝管,如工艺控制不当可能会对电缆主绝缘结构造成不良影响而降低电缆产品质量和使用寿命。焊接成型工艺是采用经过压延的厚度均匀的铝带,经清洗、精切、纵包、成型、焊接、在线检测、轧纹等过程实现,相比于前者生产耗能小,生产更为简便。
2、采用焊接成型轧纹工艺生产电缆金属套时,焊接电流的大小和线速的匹配性影响着焊缝的焊接质量,电流过大会导致焊缝穿洞,电流过小则会出现虚焊情况。由于铝套在轧纹后会出现外径缩小的现象,其绝缘线芯与铝套内径之间的间隙要严格控制,需要保障轧纹后铝套与绝缘线芯为紧密接触且不能压伤绝缘表面。目前的焊接工艺和焊接模具所生产的铝套,在保障实现铝套焊缝完全融化焊接后,其铝套焊缝内会留有整线内凸起的“瘤子”,在焊接过程中如果内间隙控制不当会导致烫伤冲层和绝缘线芯表面,直接影响电缆生产效率和产品质量,同时还会出现焊缝不平滑,当内凸尺寸大于0.5mm,就存在直接或间接的质量风险。
3、因此,本领域技术人员致力于开发一种可以提高焊缝质量、电缆质量的异形喇叭模及电缆金属套的焊接生产线及焊接方法。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明公开了一种异形喇叭模及电缆金属套的焊接生产线及焊接方法,所要解决的技术问题是提供一种可以提高焊缝质量、电缆质量的异形喇叭模及电缆金属套的焊接生产线及焊接方法。
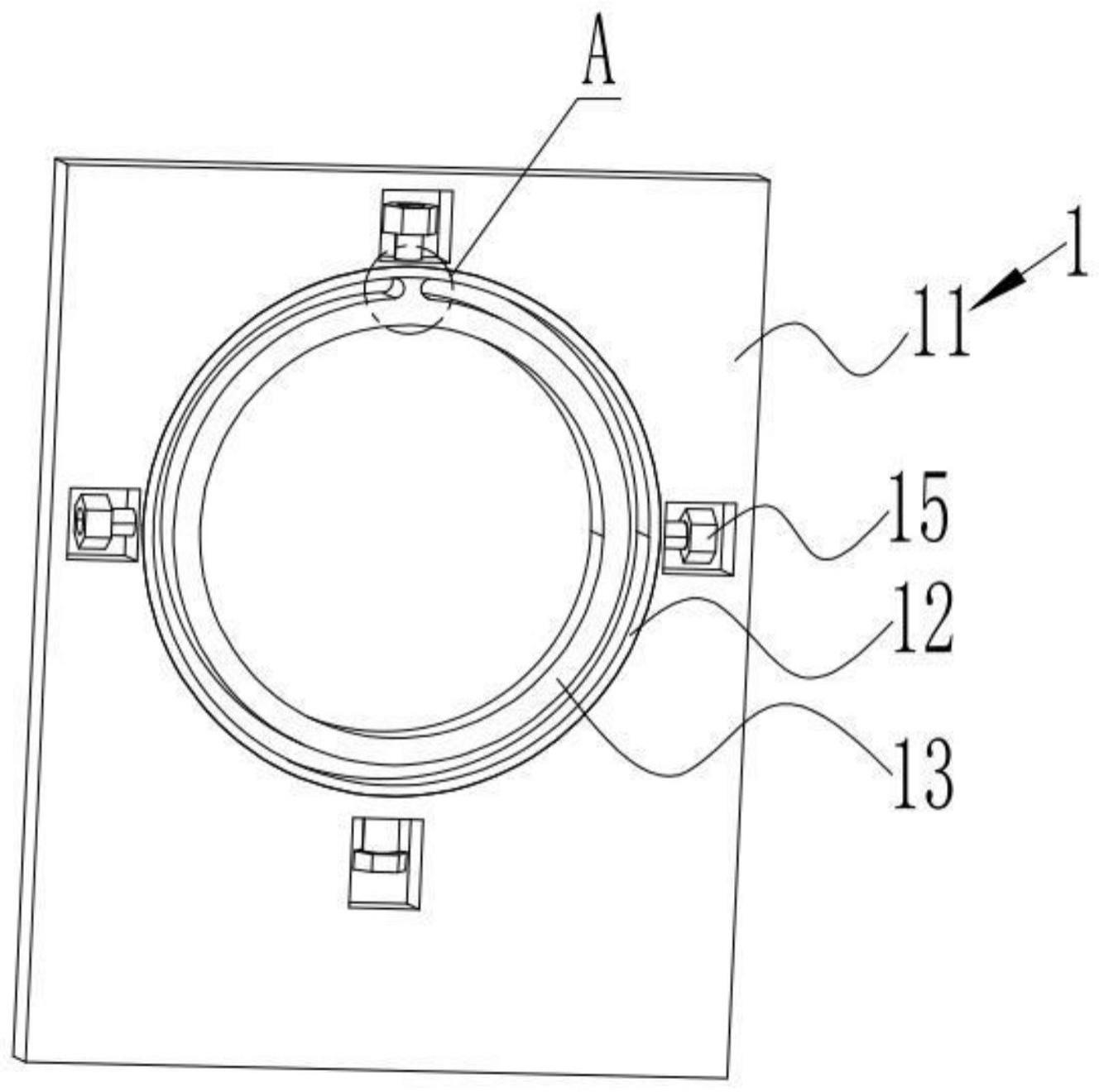
2、为实现上述目的,本发明提供了一种异形喇叭模,包括模具框,所述模具框内设有金属带变形框,所述金属带变形框的内部设有环形支撑架,所述环形支撑架与金属带变形框之间通过卷边块连接,所述卷边块用于使金属带材的边缘向外卷形成具有卷边的焊接边。
3、优选的,所述金属带变形框与所述模具框为可拆卸连接;所述模具框上开设有螺丝孔,所述螺丝孔内设有固定螺丝,所述固定螺丝穿过螺丝孔与所述金属带变形框相抵。金属带变形框的外径与模具框上设置的安装圆孔的尺寸相匹配,金属带变形框的内径规格不一,可以根据电缆的需求更换金属带变形框,并用固定螺丝对金属带变形框进行加固。
4、本发明还提供了一种电缆金属套的焊接生产线,包括如上所述的异形喇叭模。
5、优选的,所述异形喇叭模的上游设有圆形喇叭模,异形喇叭模的下游设有若干与所述焊接边对应的直柄焊枪。圆形喇叭模用于对金属带材进行卷曲成圆变形。
6、优选的,所述直柄焊枪包括垂直设置于卷边处的第一焊枪,沿焊接方向45°设置的第二焊枪和垂直于焊接方向的第三焊枪。第一焊枪的数量为至少两个,第一焊枪垂直于卷边处对其进行加热熔化,第二焊枪沿焊接方向45°用于焊接焊缝,第三焊枪垂直于焊接方向用于平滑焊缝外侧。通过不同位置和方向设置直柄焊枪,能够将熔化、焊接和平滑焊缝分步依次进行,提高焊缝的质量,使焊缝外侧平整。
7、优选的,与此同时,所述第二焊枪和第三焊枪对应的焊接边的内侧固定有若干滚柱,所述滚柱位于金属套和电缆缆芯之间的空隙处,用于平滑焊缝内侧,控制焊缝内侧尺寸。可以在保障金属套焊缝完全融化焊接后,避免其金属套焊缝内会留有整线内凸起的“瘤子”。通过本焊接生产线,能够制备出一种焊缝质量好,焊缝内侧、外侧光滑、平整的电缆金属套,进一步提高电缆质量。且制备工艺简单、设备要求低、绿色环保,能广泛用于电缆制造领域。
8、优选的,本发明的电缆金属套的焊接生产线还包括设于所述圆形喇叭模上游的成型轮,所述成型轮的上游设有金属带精切装置,所述金属带精切装置的上游设有线缆放线架、金属带放线架和金属带废边收线架;所述异形喇叭模的下游依次设有金属套轧纹装置和/或金属套拉拔装置、履带式牵引机和线缆收线架。
9、成型轮用于使金属带材初步卷曲,成型轮为多组,每组成型轮包括具有椭球面的凸轮和与凸轮相配合的凹轮。金属带精切装置用于对金属带材进行精密的裁切,精切后的金属带材的宽度w的大小为:w=πr2+2,其中r2为环形支撑架的外径。经过焊接后的金属套,可选择进行轧纹或拉拔工序,也可直接收线。
10、优选的,所述金属带变形框的内径满足如下计算公式:
11、r1=r+3h+c+d+e;
12、所述环形支撑架的外径满足如下计算公式:
13、r2=r+2h+c+d+e;
14、其中,
15、r1为金属带变形框的内径;
16、r2为环形支撑架的外径;
17、r为电缆缆芯的绝缘外层的外径;
18、h为金属带材的厚度;
19、c为电缆缆芯的绝缘外层和金属套内层之间的预留间隙;
20、d为轧纹深度;
21、e为缩颈尺寸。
22、优选的,所述环形支撑架的内径r3比该工序的电缆缆芯外径大2mm,所述卷边块的曲率半径为0.8~1.2mm,优选1.0mm;所述直柄焊枪连接有30~300a连续可调的焊接电流。电流过大会导致焊缝穿洞,电流过小则会出现虚焊情况,而连续可调的电流可以避免该问题。
23、本发明还提供了一种电缆金属套的焊接方法,采用如上所述的电缆金属套的焊接生产线,包括如下的步骤:
24、1)使金属带放线架上的金属带材经过金属带精切装置裁切,裁切后的废边由金属带废边收线架回收;
25、2)裁切后的金属带材通过成型轮和圆形喇叭模产生卷曲成圆变形,再通过异形喇叭模的金属带变形框使金属带材的边缘向外卷形成卷边;
26、3)使电缆缆芯经由线缆放线架穿过异形喇叭模的环形支撑架,电缆缆芯被金属带材包裹形成成型电缆,成型电缆通过履带式牵引机的牵引移动;
27、4)成型电缆通过最后一道异形喇叭模后,依次采用两个第一焊枪垂直于所述卷边处加热熔化、第二焊枪沿焊接方向45°焊接焊缝、第三焊枪垂直于焊接方向平滑焊缝外侧;
28、5)使经过焊接的成型电缆经过金属套轧纹装置或金属套拉拔装置轧纹或拉拔后采用线缆收线架收线。
29、本发明的有益效果是:
30、通过异形喇叭模的设置,相比于现有传统的金属套焊接形式,环形支撑架与卷边块形成呈ω形状的喇叭模,达到使金属带边缘处向外侧卷的作用,加厚焊接厚度,防止焊缝穿洞,以能够制备出质量更好的焊缝,进一步提高电缆的质量。
技术特征:
1.一种异形喇叭模,其特征在于:包括模具框(11),所述模具框(11)内设有金属带变形框(12),所述金属带变形框(12)的内部设有环形支撑架(13),所述环形支撑架(13)与金属带变形框(12)之间通过卷边块(14)连接,所述卷边块(14)用于使金属带材(72)的边缘向外卷形成具有卷边的焊接边。
2.如权利要求1所述的异形喇叭模,其特征在于:所述金属带变形框(12)与所述模具框(11)为可拆卸连接;所述模具框(11)上开设有螺丝孔,所述螺丝孔内设有固定螺丝(15),所述固定螺丝(15)穿过螺丝孔与所述金属带变形框(12)相抵。
3.一种电缆金属套的焊接生产线,其特征在于:包括如权利要求2所述的异形喇叭模(1)。
4.如权利要求3所述的电缆金属套的焊接生产线,其特征在于:所述异形喇叭模(1)的上游设有圆形喇叭模(2),异形喇叭模(1)的下游设有若干与所述焊接边对应的直柄焊枪(3)。
5.如权利要求4所述的电缆金属套的焊接生产线,其特征在于:所述直柄焊枪(3)包括垂直设置于卷边处的第一焊枪(31),沿焊接方向45°设置的第二焊枪(32)和垂直于焊接方向的第三焊枪(33)。
6.如权利要求5所述的电缆金属套的焊接生产线,其特征在于:所述第二焊枪(32)和第三焊枪(33)对应的焊接边的内侧固定有若干滚柱(4)。
7.如权利要求6所述的电缆金属套的焊接生产线,其特征在于:还包括设于所述圆形喇叭模(2)上游的成型轮(51),所述成型轮(51)的上游设有金属带精切装置(52),所述金属带精切装置(52)的上游设有线缆放线架(53)、金属带放线架(54)和金属带废边收线架(55);所述异形喇叭模(1)的下游依次设有金属套轧纹装置(61)和/或金属套拉拔装置(62)、履带式牵引机(63)和线缆收线架(64)。
8.如权利要求7所述的电缆金属套的焊接生产线,其特征在于:
9.如权利要求8所述的电缆金属套的焊接生产线,其特征在于:所述环形支撑架(13)的内径r3比该工序的电缆缆芯(71)的外径大2mm,所述卷边块(14)的曲率半径为0.8~1.2mm;所述直柄焊枪(3)连接有30~300a连续可调的焊接电流。
10.一种电缆金属套的焊接方法,其特征在于:采用如权利要求9所述的电缆金属套的焊接生产线,包括如下的步骤:
技术总结
本发明公开了一种异形喇叭模,包括模具框,模具框内设有金属带变形框,金属带变形框的内部设有环形支撑架,环形支撑架与金属带变形框之间通过用于使金属带材的边缘向外卷形成卷边的卷边块连接。本发明还公开了一种电缆金属套的焊接方法,包括:使裁切后的金属带材通过异形喇叭模使金属带材的边缘向外卷形成卷边;使电缆缆芯穿过异形喇叭模,电缆缆芯被金属带材包裹形成成型电缆;成型电缆通过最后一道异形喇叭模后,依次采用直柄焊枪加热熔化卷边、焊接焊缝和平滑焊缝外侧,再将经过焊接的成型电缆轧纹或拉拔后收线。本发明解决的技术问题是开发一种可以提高焊缝质量、电缆质量的异形喇叭模及电缆金属套的焊接生产线及焊接方法。
技术研发人员:张亚,阮康杰,詹陶,梁军令,程明亮,龚敏,杨海艳,刘世力,曹泽慧
受保护的技术使用者:重庆泰山电缆有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!