基于张力偏差检测的厚度AGC控制方法及相关设备与流程
本发明涉及冶金厚度控制,更具体地,涉及一种基于张力偏差检测的厚度agc控制方法、一种基于张力偏差检测的厚度agc控制装置、一种电子设备以及一种存储介质。
背景技术:
1、目前,agc(auto gauge control)是实现冷连轧机厚度稳定控制的关键技术,其原理是利用测厚仪、测速仪、压头等设备对板带的金属秒流量进行连续的测量和计算,利用偏差信号对轧机的辊缝和速度进行调节,但对于原材料,如镀锡冷硬基板或高强钢冷硬基板的头尾因性能波动等因素导致的高幅度、高频率的厚度波动,现有的常规agc模型,由于厚度测量或程序运行等的时间滞后以及普遍采用积分控制算法等原因,无法对冷连轧机厚度实现快速有效的控制,进而易产生通卷厚度不稳定,厚度超标的废次品数量增多的情况。
2、因此,亟需一种新的技术方案以解决上述技术问题。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、第一方面,本发明提出一种基于张力偏差检测的厚度agc控制方法,包括:
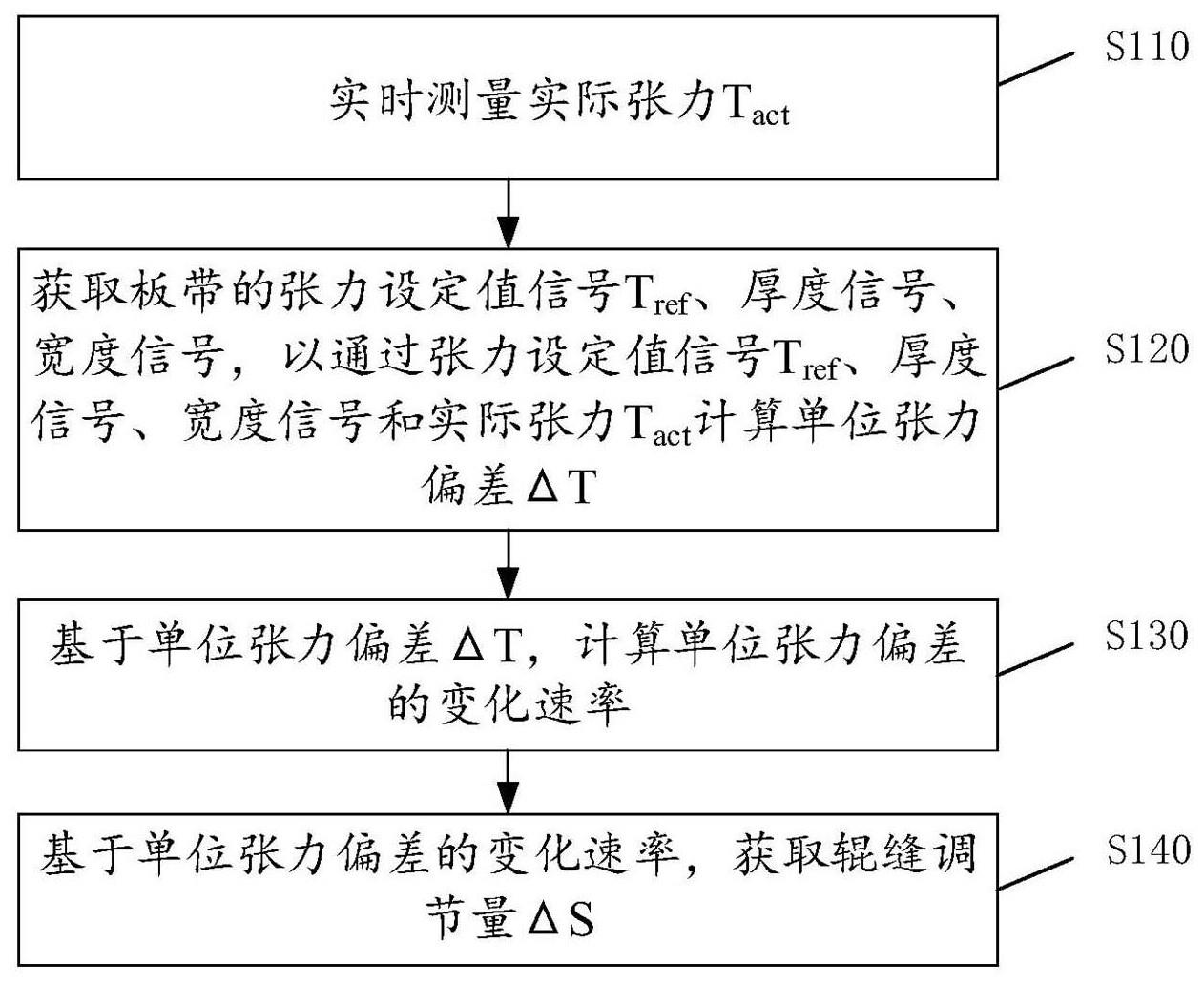
3、实时测量实际张力tact;
4、获取板带的张力设定值信号tref、厚度信号、宽度信号,以通过张力设定值信号tref、厚度信号、宽度信号和实际张力tact计算单位张力偏差δt;
5、基于单位张力偏差δt,计算单位张力偏差的变化速率;
6、基于单位张力偏差的变化速率,获取辊缝调节量δs。
7、可选的,上述方法,通过张力设定值信号tref、厚度信号、宽度信息和实际张力tact计算单位张力偏差δt,可以包括:
8、单位张力偏差δt通过如下公式计算得出:
9、δt=(tref-tact)/h×w,其中,h表示厚度信号,w表示宽度信号。
10、可选的,上述方法,基于单位张力偏差δt,计算单位张力偏差的变化速率,可以包括:
11、将δt存储至临时寄存器,以根据比例积分控制算法计算偏差信号δt’;
12、将单位张力偏差δt与偏差信号δt’作差,以获取单位张力偏差的变化速率。
13、可选的,上述方法,基于单位张力偏差的变化速率,获取辊缝调节量δs,可以包括:
14、根据如下公式计算辊缝调节量δs:δs=(δt-δt')×kp+∫(δt-δt')×ki,其中,kp为比例控制系数、ki为积分控制系数。
15、可选的,上述方法还包括:
16、对辊缝调节量进行开环控制。
17、可选的,上述方法,对辊缝调节量进行开环控制,可以包括:
18、针对辊缝调节量,设定辊缝调节量的饱和输出限幅;
19、基于饱和输出限幅,对饱和辊缝调节量进行开环控制。
20、可选的,上述方法,基于饱和输出限幅,对饱和辊缝调节量进行开环控制,可以包括:
21、实时监测辊缝调节量δs,当所监测获得的辊缝调节量δs大于或者小于饱和输出限幅时,将监测获得的辊缝调节量δs调整为饱和输出限幅。
22、第二方面,还提出一种基于张力偏差检测的厚度agc控制装置,包括:
23、测量模块,用于实时测量实际张力tact;
24、第一计算模块,用于获取板带的张力设定值信号tref、厚度信号、宽度信号,以通过张力设定值信号tref、厚度信号、宽度信号和实际张力tact计算单位张力偏差δt;
25、第二计算模块,用于基于单位张力偏差δt,计算单位张力偏差的变化速率;
26、获取模块,用于基于单位张力偏差的变化速率,获取辊缝调节量δs。
27、第三方面,还提出一种电子设备,包括处理器和存储器,其中,存储器中存储有计算机程序指令,计算机程序指令被处理器运行时用于执行如上的基于张力偏差检测的厚度agc控制方法。
28、第四方面,还提出一种存储介质,在存储介质上存储了程序指令,程序指令在运行时用于执行如上的基于张力偏差检测的厚度agc控制方法。
29、根据上述技术方案,实时测量实际张力tact;获取板带的张力设定值信号tref、厚度信号、宽度信号,以通过张力设定值信号tref、厚度信号、宽度信号和实际张力tact计算单位张力偏差δt;基于单位张力偏差δt,计算单位张力偏差的变化速率;基于单位张力偏差的变化速率,获取辊缝调节量δs。由此,建立了一种基于张力偏差的厚度控制方法,有针对性的控制高幅度、高频率的厚度波动,通过基于对实时张力的检测,根据板带扫描的信息计算单位张力偏差,计算出单位张力偏差的变化速率进而调节辊缝调节量,以改善镀锡冷硬基板和高强钢冷硬基板的头尾厚度控制,达到通卷厚度稳定,减少厚度超标废次品数量的效果。
30、本发明的基于张力偏差检测的厚度agc控制方法,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种基于张力偏差检测的厚度agc控制方法,其特征在于,包括:
2.如权利要求1所述的基于张力偏差检测的厚度agc控制方法,其特征在于,所述通过所述张力设定值信号tref、所述厚度信号、所述宽度信息和所述实际张力tact计算单位张力偏差δt,包括:
3.如权利要求1所述的基于张力偏差检测的厚度agc控制方法,其特征在于,所述基于所述单位张力偏差δt,计算所述单位张力偏差的变化速率,包括:
4.如权利要求3所述的基于张力偏差检测的厚度agc控制方法,其特征在于,所述基于所述单位张力偏差的变化速率,获取辊缝调节量δs,包括:
5.如权利要求1所述的基于张力偏差检测的厚度agc控制方法,其特征在于,所述方法还包括:
6.如权利要求5所述的基于张力偏差检测的厚度agc控制方法,其特征在于,所述对所述辊缝调节量进行开环控制,包括:
7.如权利要求6所述的基于张力偏差检测的厚度agc控制方法,其特征在于,所述基于所述饱和输出限幅,对饱和辊缝调节量进行开环控制,包括:
8.一种基于张力偏差检测的厚度agc控制装置,其特征在于,包括:
9.一种电子设备,其特征在于,包括处理器和存储器,其中,所述存储器中存储有计算机程序指令,所述计算机程序指令被所述处理器运行时用于执行如权利要求1至7任一项所述基于张力偏差检测的厚度agc控制方法。
10.一种存储介质,在所述存储介质上存储了程序指令,所述程序指令在运行时用于执行如权利要求1至7任一项所述基于张力偏差检测的厚度agc控制方法。
技术总结
本发明提供一种基于张力偏差检测的厚度AGC控制方法及相关设备。方法包括:实时测量实际张力T<subgt;act</subgt;;获取板带的张力设定值信号T<subgt;ref</subgt;、厚度信号、宽度信号,以通过张力设定值信号T<subgt;ref</subgt;、厚度信号、宽度信号和实际张力T<subgt;act</subgt;计算单位张力偏差ΔT;基于单位张力偏差ΔT,计算单位张力偏差的变化速率;基于单位张力偏差的变化速率,获取辊缝调节量ΔS。由此,建立了一种基于张力偏差的厚度控制方法,对于原材料,如镀锡冷硬基板或高强钢冷硬基板的头尾因性能波动等因素导致的高幅度、高频率的厚度波动,可以有良好的时效性以进行厚度控制,进而达到通卷厚度稳定,减少厚度超标的废次品数量的效果。
技术研发人员:徐传国,常树林,张宝来,桑圣峰,陈艺敏,王自勇,刘丽珍,柯于军,胡小明,张金臣
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!